|
Курсовая работа: Триботехнічні властивості: зносостійкість, зношування, тертя, покриття, залишкові напруги детонаційно-газових покриттівКурсовая работа: Триботехнічні властивості: зносостійкість, зношування, тертя, покриття, залишкові напруги детонаційно-газових покриттівТриботехнічні властивості: зносостійкість, зношування, тертя, покриття, залишкові напруги детонаційно-газових покриттів Мета і завдання дослідження У представленій роботі досліджені триботехнічні характеристики легованих детонаційних покриттів систем Fe-Мn, які не містять дефіцитні й дорогі компоненти, випробуваних у парах тертя зі сталлю, бронзою при відсутності мастильних матеріалів і в умовах граничного змащення, залежно від впливу зовнішніх дій, які становлять собою зміна в широкому діапазоні швидкості, навантаження й температури. Для реалізації цієї мети були поставлені й розв'язку такі завдання дослідження: проаналізовані сучасні методі поверхневого зміцнення й поновлення зношених деталей авіаційної техніки на авіаремонту. Актуальність дослідження Розвиток техніки, підтримки експлуатаційних властивостей машин, механізмів і встаткування промислового комплексу вимагає постійного підвищення надійності, довговічності й здатності до ремонту, на рівень яких значно впливають процеси тертя й зношування. Широкий діапазон швидкостей, температур, навантажень (зокрема знакозмінних), умов експлуатації акцентує увагу на постійному поліпшенні характеристик матеріалів, розширення їх ресурсної бази. Перехід щодо умов тертя від об'ємних до поверхневих властивостей матеріалів, створення їх конструктивно-почуттєвими, реалізація принципу анізотропії й універсального явища структурної пристосованості можливо застосуванням композиційних порошкових покриттів. Вступ Світова тенденція прямує до постійного розвитку технологій, які використовують порошкові матеріали. З іншої сторони серед переліку проблем машинобудівного комплексу України, важливим є підвищення надійності й довговічності деталей машин, які працюють в умовах тертя. При цьому, одним з напрямків її розв'язку, з урахуванням тенденції переходу від об'ємно-структурного зміцнення до поверхневого, є використання захисних зносостійких покриттів, зокрема детонаційно-газових. Детонаційно-газовий метод дає можливість одержувати високоякісні, практично ,безпористі покриття з високим рівнем адгезійної міцності до матеріалу основи. Застосування детонаційно-газових покриттів дає можливість впливати на поверхневі властивості деталей таким чином, щоб щонайкраще задовольнити умовам експлуатації. Це, у свою чергу, дозволяє не тільки створювати робочі покриття, але і якісно їх ремонтувати. Детонаційно-газові захисні покриття мають перевага в умовах підвищених навантажень і температур, інтенсивного зносу й агресивних середовищ. Актуальність . Аналіз робіт присвячених дослідженням триботехнічних властивостей детонаційно-газових покриттів, показав, що найбільше промислове застосування для захисту вузлів тертя від зносу одержали покриття на основі карбіду вольфраму й нікелю, які мають дефіцитні складові, а також компоненти з високої собі вартістю. До того ж впровадження детонаційно-газових покриттів для підвищення зносостійкості деталей машин ускладнене в наслідок відсутності відомостей про закономірності процесів їх зношування, а також границях раціонального техніко-економічного застосування. При загальній позитивній оцінці ефективності й ціліше згідності використання детонаційно-газових покриттів для захисту вузлів тертя від зносу, їх застосування стримується завдяки обмеженої номенклатури порошкових матеріалів, яка проводиться промисловістю України. Таким чином, для застосування детонаційно-газових покриттів при зміцненні й поновленні зношених деталей машин, необхідне проведення дослідницьких робіт з метою збільшення асортиментів порошкових матеріалів, які не містять дефіцитних складових і компонентів з високою собівартістю. Композиційні покриття на основі порошкових матеріалів мають багато переваг, а саме: можливістю регуляції антифрикційних характеристик за рахунок внесення різного роду доповнень, одержання композитів з попередньо заданими у відповідних напрямках властивостями, значної економії металів. Розробка й створення композиційних металевих порошкових матеріалів для формування покриттів, які мають високі триботехнічні властивості, є складна самостійна наукова проблема. Успішний розв'язок її можливе тільки з одночасним вивченням закономірностей процесів тертя й зношування відзначених покриттів. У зв'язку із цим, у кожному конкретному випадку розробки й застосуванню технології детонаційно-газового поверхневого напилювання покриттів повинне передувати проведення всебічних досліджень їх триботехнічих характеристик. Останні ж, як відомо, суттєво залежать від технологічних параметрів процесу, а також властивостей і якості початкового порошкового матеріалу. Застосування відзначених зносостійких покриттів дозволить значно побільшати термін служби вузлів і машин у цілому, зменшити не робочий час машинного парку і технологічного встаткування й, як наслідок, забезпечить значну економію матеріальних ресурсів. Мета дослідження. Теоретичне узагальнення й розвиток методології створення детонаційно-газових зносостійких покриттів з легованих порошкових матеріалів на основі бездефіцитних компонентів з низькою собівартістю. Об'єкт дослідження. Детонаційно-газові зносостійкі покриття системи Fe-Мn. Предмет дослідження. Закономірності формування й зношування поверхневих структур детонаційно-газових покриттів системи Fe-Мn. Методи дослідження. Теоретичну й методичну основу дослідження становили методи теорії математичної статистики й системного аналізу, сучасного фізико-хімічного аналізу й синтезу покриттів, а також структурно-фазового складу їх поверхневого шару. Розділ 1. Сучасний стан проблеми й завдання дослідження Уявлення про сутність трибо логічних процесів у різному обсязі й хронологічної послідовності розглядалися в багатьох дослідженнях. Тому більш доцільно зупинитися на тих концепціях і висновках, які одержали найбільше поширення й вплив у сучасних теоретичних і практичних досягненнях трибології й безпосередньо пов'язані із предметом дослідження. 1.1 Аналіз сучасних поглядів і досліджень із підвищення зносостійкості твердих тіл Зниження зношування деталей рухливих сполучень є однієї з головних завдань у сучасному машинобудуванні. Так щорічні витрати на ремонт становлять 20-25% вартості машин, а 5 % обсягу їх промислового випуску йде на заміну зношеної продукції. Основна частина деталей виходить із ладу не через втрату міцності й об'ємного зменшення, а внаслідок зношування. Крім того, зношування найчастіше є першопричиною поломки деталей, оскільки сприяє насиченню поверхневого шару дефектами й зниженню міцності. Є ряд областей техніки, у яких невирішені проблеми зношування гальмують розвиток виробництва. З кожним роком ці проблеми стають усе більш гострими тому, що посилюються режими експлуатації технічних засобів, підвищуються вимоги до їхньої надійності, довговічності й точності функціонування, з'являються нові області застосування рухливих сполучень. Тертя твердих тіл або контакт із газоподібним або рідким середовищем супроводжується зміною їх розмірів. Послідовність явищ, що мають місце в зоні контакту, що й приводять до такого результату, називають зношуванням. Зміна лінійних розмірів тіл, що сполучаються процесі тертя може відбуватися як внаслідок відділення з їхніх поверхонь невеликих обсягів матеріалу, так і в результаті пластичного деформування найбільш навантажених виступів поверхні тертя. Отже, зношування - це процес відділення матеріалу з поверхні твердого тіла при терті й (або) збільшення залишкової деформації, що супроводжується поступовою зміною розмірів цього тіла. У машинах і механізмах зношування є причиною зниження їх кінематичної точності. Виникнення динамічних навантажень, втрати міцності й руйнування окремих елементів. Зношування - ця зміна розмірів і форми твердого тіла в результаті зношування. Про величину зношування можна судити по зменшенню розмірів тіла, що треться в напрямку, перпендикулярному до його поверхні тертя. Кількісними характеристиками процесу зношування є швидкість і інтенсивність І зношування. Швидкість зношування - являє собою зношування тіла, що треться в одиницю часу. Визначається швидкість зношування як відношення товщини зношеного шару ∆h, зміни об’єму V, або маси ∆m, твердого тіла до інтервалу часу ∆t, протягом якого це тіло зазнало зношування. Розрізняють лінійну ih об'ємну іv і масову іm швидкості зношування:
Більш розповсюдженими є характеристики процесу зношування які враховують шлях тертя L рівний, при постійній силі тертя й швидкості ковзання v, добутку v на час стирання ∆t. Розрізняють лінійну Іh, масову Іm, об'ємну Іv і енергетичну Іw інтенсивності І зношування. Лінійну інтенсивність зношування являє собою товщину зношеного шару ∆h, що приходиться на одиницю шляху тертя :
Ця величина може бути визначена по зміні обсягу ∆v або маси ∆m зношеного шару:
Де p- щільність матеріалу, що треться; Aa - площа поверхні тертя елемента, що
треться (номінальна площа контакту, якщо поверхні тертя тіл, що сполучаються,
однакові ). Очевидно, що Іh є безрозмірною величиною. У більшості
випадків інтенсивність зношування реальних тіл
Об'ємна інтенсивність зношування - це обсяг матеріалу, зношеного за одиницю шляху тертя :
Розрізняють миттєву й середню швидкості й інтенсивності зношування. Наведені вище характеристики являють собою середні швидкість і інтенсивність зношування. Миттєві значення цих характеристик є похідними зношування за часом або шляху тертя. Енергетична інтенсивність зношування визначає обсяг зношеного матеріалу, що доводиться на одиницю роботи сили тертя :
де F - сила тертя. Ця характеристика застосовується в основному при
вивченні роботи гальмових обладнань і муфт зчеплення. Зносостійкість Еи
різних реальних вузлів тертя може приймати значення, що належать широкому
інтервалу : від
де
Величини Наведені характеристики процесу зношування є інтегральними для обраної пари тертя й режимів її навантаження . Вони не зв'язують зношування із процесами взаємодії й руйнування в зоні контакту. Зношування тіл, що труться слід розглядати як сумарний результат одночасного протікання елементарних актів руйнування й змін властивостей матеріалу, природа яких різноманітна. Це визначає різноманіття видів зношування, що мають місце на одному й тому ж контактному майданчику в будь-який заданий момент часу. Однак для кожної конкретної пари тертя й обраних режимів навантаження характерний ведучий (домінуючий) вид зношування, що визначає інтенсивність зношування тіл, що труться. Поряд з ведучим мають місце супутні види зношування. Так, при втомному зношуванні, що переважає по своєму якісному й кількісному прояву, можливе існування абразивного й окисного видів зношування. Зі зміною режимів навантаження провідним видом може бути абразивне зношування, а супутніми - втомне й окисне. Таким чином, при терті реальних тіл у зоні контакту можуть реалізовуватися часток, що одночасно трохи приводять до утвору, зношування явищ, що мають різну природу, що й підкоряються різним закономірностям. Математичний опис процесу зношування базується, як правило, на одному явищі. Це явище може бути основним, однак у реальних вузлах воно не визначає повністю опір матеріалів, що сполучаються, зношуванню. Тому не слід очікувати повного збігу розрахункових значень інтенсивності зношування з даними, які отримані експериментально для реальних вузлів тертя. Різноманіття причин зношування тертьових тіл привело до розробки великої кількості класифікацій видів зношування, кожна з яких різниться принципом, покладеним у її основу. Розглянемо деякі з них. В основу першої класифікації, запропонованої Бринеллем в 1921 р., була покладена кінематична ознака й наявність прошарку між поверхнями тертя. Згідно із цією класифікацією, існують наступні види зношування: при терті кочення з мастильним матеріалом; при терті кочення без мастильного матеріалу; при терті ковзання з мастильним матеріалом; при терті ковзання без мастильного матеріалу; при терті тіл, розділених твердими частками. Ф. Т. Барвелл і К. Стронг запропонували класифікацію видів зношування, засновану на фізико-механічних і хімічних явищах у контакті. Вони розрізняють сім видів зношування: 1) задір або заїдання, обумовлені сильною адгезійною взаємодією на точках контакту; 2) пластичний плин поверхні; 3) викришування; 4) стирання твердими частками; 5) безперервне зношування, що приводить до утворення дрібних часток зношування й згладжуванню поверхні тертя (у результаті впливу слабких механічних навантажень і адгезії); 6) зношування в результаті хімічної корозії ; 7) фреттинг-корозия. В основу класифікації Б. І. Костецкого покладені фізико-хімічні й механічні процеси, що протікають у зоні тертя. У цьому випадку виділяють наступні види зношування: схоплювання твердих тіл; окисне зношування; корозію й фреттинг , а також зминання; ерозійне, кавітаційне й втомне зношування. Класифікація І. В. Крагельского, заснована на характері порушення фрикційних зв'язків і руйнування поверхонь тертя, включає: втомне зношування, спостережуване при пружному відтискуванні матеріалу нерівностями, що впровадилися, контр тіла; малоциклову втому при пластичному відтискуванні матеріалу; мікрорізання з утворенням стружки при більших значеннях глибини щодо впровадження нерівностей поверхні контр тіла в обсяг поверхневого шару, що зношується, матеріалу; адгезійне порушення фрикційних зв'язків, спостережуване при схоплюванні плівок; когезіонне руйнування поверхневих шарів при схоплюванні тертьових тіл на ювенільних ділянках контакта. Д.Н. Гаркунів запропонував підрозділяти зношування на наступні види; при схоплюванні й заїданні поверхонь; виборчий перенос; водневе; окисне; корозійне; корозійно-механічне; фреттинг-корозія; внаслідок диспергування, внаслідок пластичної деформації; у результаті викрошування знову утворених структур; тріщиноутворення на поверхнях тертя; абразивне й ерозійне. Ця класифікація побудована з обліком фізико-механічних і хімічних явищ, що протікають у зоні контакту, і топографії поверхні тертя після зношування. Відповідно ГОСТ 16429—70, усі види зношування можна розділити на три групи: механічне; молекулярно-механічне й корозійно-механічне (мал. 1.1)
Рис. 1.1.1. Класифікація видів зношування за ГОСТ 16429-70 ; Перша група поєднує ті вила зношування, які є результатом руйнування поверхневого шару твердого тіла, викликаного в більшості випадків багаторазовими деформаціями цього шару. Друга група представлена зношуванням, обумовленим адгезійними явищами на плямах фактичного контакту, у результаті протікання яких утворюються містки зварювання, що руйнуються під впливом тангенціальної сили. Руйнування цих містків зварювання може відбуватися за обсягом одного з елементів пари тертя. Третя група включає окисне зношування й фреттинг-корозію. Основною причиною яких є хімічні процеси ініційовані імпульсним тепловим і механічним впливом на матеріал нерівностей, що вступають у контакт поверхонь тертя. Фізичні й хімічні процеси, що протікають у зоні тертя. Поділ поняття міцності на об'ємну й поверхневу, розвиток термодинаміки дозволив Б.І. Костецкому [5-7] висунути принципово новий - структурно-енергетичний підхід. Відповідно до якого для всіх матеріалів існують границі структурно-енергетичної пристосованості, яка характеризується стабільним протіканням процесів тертя й зношування [8]. Так само була освітлена єдина дифузійна природа процесів окиснення й зв'язування, яке дозволило досліджувати як загальні закономірності тертя й зношування, так і специфічні. Робота І.Г. Носовского й співробітників [9-11], підтвердили вакантно-дислокаційну гіпотезу зв'язування. Умови граничного змащення це найгірший режим роботи вузлів тертя в них сполучаються механічні й фізико-хімічні взаємодії фрикційного контакту й навколишнього середовища [12-14]. Мастильний матеріал з дислокаційно-енергетичних позицій [15, 16], суттєво впливає на кількість дефектів у поверхні тертя й змінює природу її взаємодії з навколишнім середовищем [17, 18] Відбувається утвір адсорбційних, хемосорбційних шарів [19-21]. Явище адсорбції й утвору адсорбційних шарі на трибо поверхні досліджене А.С. Ахматовим, Б.В. Дерягиним, Г. І. Фуксом, П.А. Ребиндером, М.В. Райко [14, 10-12]. У роботах [21, 22] показаний загальний механізм дії більшості хімічно активних присадок у мастильному матеріалі. Н. Жорже, А. Годфри, К. Майер, Ф. Барвел вивчали плівки, які утворені на поверхнях при фрикційному контакті. Дослідження м.В. Райко, Р.М. Матвиевского [25, 26] суттєво розвили бачення про фазові переходи в мастильних шарах. Роботи в напрямку утворення мастильних шарів [16-23] виділили роль трибохімічних реакцій у зоні тертя [18]. Також відзначається значимість впливу матеріалу трибосполучених [11]. Окремо варто виділити переваги ламелярних мастильних матеріалів [12, 15]. У якості твердих масел можуть використовуватися різні матеріали: графіт або чисті метали з низькою температурою плавлення Pb, Bі, Sb, Sn. Значне поширення одержали сульфіди металів: сірчисте залізо й марганець, а надалі сірчистий цинк, мідь і свинець [21]. Великий цикл робіт присвячений механізмам дії ламилярних мастильних матеріалів [25]. У цей час відсутні чіткі ознаки за якими можна виходячи із загального класу захисних покрити виділити спеціальні зносостійкі, тому що ознаки зносостійкості чітко не сформульовані [28]. Деякі автори [14-20] вважають, що оптимальна зносостійка структура визначається сприятливим з'єднанням самої структури й складного комплексу властивостей (іноді навіть суперечливих), по-перше, фізико-механічних (високий опір стиску, вигину, зрушення, значні сили молекулярно механічного зчеплення, комбінацією твердості й в'язкості при мінімальній крихкості); по-друге, фізичних (значна тепло-провідність, не значні розбіжності коефіцієнтів розширення й ін.); по-третє, фізико-хімічних (висока насиченість і рівномірність мікро-розподілу легуючих елементів, стійкість проти корозії й ін.). При цьому одержання відзначеного комплексу властивостей практично не можливо в однофазному однокомпонентному й навіть багатокомпонентному сплаві, але цілком здійсненне в гетерогенній структурі. Слід так само враховувати те, що для різних умов експлуатації й впливу зовнішніх факторів оптимальна зносостійкість відповідає різним, але характерним для кожного конкретного випадку структурним станам [26].Абразивне зношування - це відділення з поверхні тертя матеріалу або його пластичне деформування під впливом твердих часток, що супроводжується зміною лінійних розмірів тіла, що зношується. Цей вид зношування реалізується при наявності: •нерухомо закріплених твердих зерен на поверхні тертя одного з тіл, що сполучаються. Це тверді структурні складові матеріалу елементів пари тертя, частки абразивної шкурки, брусків і іншого інструмента, частки нагару на стінках циліндра двигуна внутрішнього згоряння; •вільних часток, що попадають у зону контакту тертьових тіл (оксидні плівки, частки зношування, пили); •незакріплених часток, що передають тиск деформуючої маси (абразивні частки в ґрунті, гірських породах, насипних вантажах при їх транспортуванні). Абразивне зношування закріпленими частками спостерігається у двигунах внутрішнього згоряння (у парі тертя циліндр-поршневе кільце), при обробці матеріалів абразивним інструментом огранювання каміння, виготовлення лінз і виробів з деревини, обробка металів без застосування мастильно-охолоджуючих рідин) і т.д.. Звичайно перший механізм вносить незначний вклад у процес зношування в порівнянні із другим. Поверхня металів, що зазнають абразивне зношування, покривається безліччю паралельно розташованих канавок, орієнтованих у напрямку відносного переміщення тіл, що сполучаються. В окремих випадках, що особливо коли домінують є другий механізм зношування, дно канавок покривається мікротріщинами, площина яких перпендикулярна до вектора V. Встановлено, що вплив швидкості ковзання на Іh металів при абразивному зношуванні неоднозначне. Характер залежності Іh (v) є досить складним і визначається структурою металу й рівнем нормального навантаження. При в при v > 2 м/с спостерігається тенденція до зменшення Іh з ростом швидкості ковзання. Для ряду металів при низьких швидкостях ковзання інтенсивність зношування перебуває в прямої залежності від тиску на контакті, швидкості ковзання й коефіцієнта тертя:
Очевидно, однієї із причин зниження Іh є зменшення глибини відносного впровадження часток в обсяг металу з ростом v. Відповідність Іh роботі тертя підтверджує можливість застосування кінетичної теорії міцності твердих тіл для пояснення закономірностей їх абразивного зношування. Контактно-абразивне зношування вільними частками. Контактно-абразивне зношування спостерігається у вузлах тертя двигунів внутрішнього згоряння (циліндр - поршневе кільце), транспорту ( колесо-рейка, п'ята - підп'ятник поворотного механізму вагонів, у парах вал втулка, палець - вушко гусениці) і інших обладнань. Механізм зношування тертьових тіл, у контакті яких перебуває вільний абразив (частки зношування, оксидів, нагару, пили), залежить від співвідношення твердості поверхонь цих тіл і твердості абразиву, а також від навантаження. Для важко навантажених вузлів тертя (зубчасті передачі, підшипники кочення) найбільш імовірним є процес дроблення абразиву. частки, що попадають у зону контакту, абразиву не встигають впровадитися в обсяг одного з тертьових тіл на необхідну для мікрорізання глибину {h/R >0,1) і руйнуються. Руйнування відбувається импульсно, подібно мікровибуху, а осколки, що утворюються при цьому, володіючи високою швидкістю, вибивають із поверхневого шару тіла, що зношується, невеликі обсяги матеріалу або пластично деформують його. У цьому випадку поверхні тертя мають кратероподібні сліди руйнування, які можуть бути лише незначно витягнутими в напрямку відносного руху тертьових тел. Зношування поверхонь, що сполучаються тіл не супроводжується утворенням стружки. Зношування в масі абразивних часток цей вид зношування має місце у вузлах тертя сільськогосподарської техніки (диски, ножі й лемеша ґрунтообробних машин, деталі, що контактують із мінеральними добривами, ножі й шнеки збиральних машин) гірничодобувного устаткування (долота бурильних установок, ковші екскаваторів, деталі піднімальних обладнань), транспорту (платформи для насипаних вантажів, стрічки конвеєрів). 1.1.1 Сучасні теорії й механізми зношування твердих тіл Гідроабразивне зношування - це відділення з поверхні
тертя матеріалу або його пластичне деформування під впливом твердих часток, що
захоплюються потоком рідини, що супроводжується зміною розмірів тіла, що
зношується. Цьому виду зношування зазнають трубопроводи, деталі бурових
установок, земснарядів, польових машин, водного транспорту, турбін насосів,
сопла й дефлектори дощувальних установок. Механізм і інтенсивність зношування
матеріалів залежать від кута атаки
Рис 1.1. Швидкість зношування різних матеріалів краплями дощу Кавітаційне зношування - це процес руйнування поверхневого шару твердого тіла рідиною, що швидко рухається зі змінною швидкістю, що містить пухирці газу (каверни), які схлопуються в поверхні цього тіла. Цьому виду зношування зазнають вузли тертя, що працюють в умовах гідродинамічного змащення; лопатки гідротурбін; деталі гідроапаратури, насосів і гребних гвинтів; трубопроводи; зовнішні поверхні циліндрів двигунів внутрішнього згоряння, охолоджуваних водою; корпуса судів, торпед і підводних човнів. Кавітація являє собою спостережуваний в обсязі рідини процес зародження, росту й схлопування каверн - замкнених порожнин (пухирців),які можуть містити газ або пара. Вона виникає при зниженні тиску в обсязі рідини. Існує кілька класифікацій кавітації, кожна з яких різниться принципом, покладеним у її основу. За умовами виникнення й фізичним особливостям розрізняють наступні види кавітації: що переміщається (пухирці рухаються разом з рідиною); приєднана (потік рідини відривається від границі твердого тіла з утвором порожнини, що містить дрібні нестаціонарні каверни); вихрова (пухирці утворюються в центрі вихрів, що виникають у зонах, де мають місце більші дотичні напруження, наприклад на кінцях лопат гребних гвинтів вібраційна (виникає внаслідок вібрацій поверхні твердого тіла або пульсації тиску в рідині). За умовами прояву розрізняють кавітації: профільну (потік рідини відривається від обтічного профілю й утворює каверни), щілинну виникає при русі рідини через зазор), зривну (утворюється при обтіканні нерівностей поверхні, що зношується). Процес кавітаційного зношування включає три стадії: зародження й ріст І кавітаційних пухирців, їх схлопування й гідродинамічний удар. Виникнення кавітації, тобто перехід локальних обсягів рідини в пароподібний стан, можливо шляхом зниження статичного тиску або підведення до неї теплової, електричної або іншої енергії. Розглянемо ці стадії на прикладі кавітації в потоці рідини, що рухається по каналу зі змінним перетином. Зміна перетину може бути викликана звуженням каналу (сопла, канали турбомашин, улита насоса) або наявністю перешкоди розташованого в потоці рідини (трубопроводи, що містять клапани й розподільні обладнання, витратоміри проточного типу, сполучення, у яких товщина зазору порівнянна з максимальною висотою виступів шорсткуватої поверхні). При обтіканні перешкоди швидкість руху й динамічний тиск рідини збільшуються, а статичний тиск падає до величини, що забезпечує паротворення. Розрив суцільного потоку й інтенсивне паротворення відбуваються в тих областях, де нерозчинений газ або неконденсована пара, завжди наявні в рідині, знижує на 3, 4 порядка її міцність на розрив (теоретично вона може досягати 1000 МН/м'). Ці області утворюють ядра кавітації / (мал. 1.3) які, потрапляючи в зону низького статичного тиску, виростають у навігаційні пухирці 2 - порожнечі, заповнені пором або газом (повітрям). Повітря, що виділяється з рідини, або газ полегшує утворення пухирців. Однак у пухирці зміст газу незначно вище, чим у рідині, оскільки час його існування становить мікросекунди, а цього недостатньо для помітної дифузії газу або повітря через рідину до каверн. Останні, розміром порядку десятків мікрометрів, переміщаються потоком рідини, збільшуючись у розмірах. При досягненні максимального розміру пухирця потенційна енергія Wн навколишньої його рідини
де Нт- радіус каверни; рк -тиск навколишньої каверну рідини; рн тиск насичених пар у пухирці. Після обтікання нерівності (збільшення перетину каналу) швидкість руху рідини зменшується, а статичний тиск росте. Тут відбувається конденсація пари й розчинення газу, що супроводжуються схлопуванням пухирця. При цьому запасена потенційна енергія перетворюється в кінетичну енергію молекул рідини. Це сприяє виникненню надлишкового тиску, нагріванню локальних ділянок поверхні твердого тіла й протіканню хімічної й електрохімічної корозії. Однак визначальним результатом схлопування кавитаційних пухирців є механічний вплив рідини на поверхню твердого тіла, що приводить до її руйнування. Багаторазовий вплив мікроструменів описаного характеру на ту саму ділянка поверхні приводить до локального руйнування поверхні твердого тіла. При впливі на метал розбудовуються пластичні деформації й з'являються лінії зрушення по границях зерен, а згодом утворюються ультрамікротріщини, які, розбудовуючись, приводять до викрошування часток матеріалу й появі поглиблень. При пластичному деформуванні на поверхні тіла, що зношується, з'являються поглиблення, які збільшуються, тому що кожне з них концентрує (фокусує) ударні хвилі від наступного схлопування пухирців. На краях поглиблень утворюються ободки пластично деформованого матеріалу, які, досягши критичного обсягу, відділяються від тіла, що зношується. У результаті поверхня твердого тіла покривається поглибленнями у вигляді видавлених кратерів. Швидкість плину рідини визначає розміри й частоту утвору пухирців і, отже, інтенсивність кавітаційного зношування. Втомне зношування - це процес руйнування поверхні тертя твердого тіла, викликаний повторно діючими циклами напруг (деформацій), амплітудне значення яких не перевищує межі міцності матеріалу. Виникає в результаті багаторазового пластичного або пружного відтискування матеріалу, що зношується тіла, що впровадилися нерівностями тіла, що сполучається з ним контр. тіла. Цього виду зношування зазнають підшипники кочення й ковзання, шейки колінчатих валів, кулачкові механізми, зубчасті передачі гальмові й фрикційні диски. Основні положення втомної теорії зношування Згідно з втомною теорією, зношування обумовлене наявністю наступних факторів: • дискретним характером взаємодії тертьових тіл, тобто взаємодією нерівностей контактуючих поверхонь на дискретних ділянках, що утворюють фактичну площу контакту; • багаторазово повторюваними імпульсним тепловим впливом і деформаціями локальних обсягів матеріалу поверхневого шару в зонах контакту з нерівностями контр тіла; • наявністю мікродефектів структури і їх акумуляцією в поверхневому шарі тіла, що зношується, у процесі тертя;існуванням характерного для кожного матеріалу граничного стану, що визначає умови його руйнування (наприклад, гранична щільність енергії, накопиченої в локальному обсязі). Окисне зношування - це процес зміни лінійних розмірів тертьових тіл, обумовлений руйнуванням оксидних плівок, безупинно поновлюваних внаслідок взаємодії активного пластично деформуючого поверхневого шару металу з киснем повітря або мастильного матеріалу. Окисне зношування є частковим випадком корозійно-механічного. Протікає воно в умовах, коли метал вступає в хімічну реакцію з окиснювачами навколишнього середовища або мастильного матеріалу. Окисне зношування відбувається, коли швидкість утвору плівок оксидів більше або дорівнює швидкості їх руйнування. А якщо ні, то можливе протікання інших видів зношування, наприклад адгезійного. Цьому виду зношування зазнають підшипники кочення, шарнірно-болтові з'єднання, металеві колеса фрикційних передач, поршневі палаци двигунів, деталі гідравлічних насосів і двигунів внутрішнього згоряння. Про існування кореляції між інтенсивністю зношування й процесом окиснення свідчать результати вивчення впливу нормального навантаження на /m і зміст у продуктах зношування оксидів заліза Fe2O3 і FeО, що охороняють чистий метал від ушкодження. Видне, що максимальної інтенсивності зношування (мал. 1.5, а) відповідає мінімальний зміст у частках зношування Fе2О3 і максимально - чистого металу (мал. 1.5). Це свідчить про істотний вплив на 1m адгезионного зношування контакту, що має місце на ділянках, слабко захищених оксидами. Мінімальна інтенсивність зношування спостерігається тому випадку, якщо товщина плівки Fe2O3 достатня для захисту основного металу від схоплювання. При цьому зміст Fe2O3 у продуктах зношування перевищує 60 %.
Рис 1.4 Вплив тиску на інтенсивність зношування середньовуглецевої сталі (а) і склад часток зношування (б), що утворюються мри терті її по твердій хромистій сталі. Зношування в наслідок пластичної деформації. Цей вид зношування являє собою зміна розмірів і форми тертьового тіла в результаті пластичної деформації поверхневого шару або окремих його ділянок. Часто цей вид зношування називають зминанням Зминанню зазнають сідла кульових клапанів, зуби шестірень, нарізні сполучення, бандажі коліс залізничного транспорту, голівки рейок підшипники ковзання, виконані з м'яких сплавів, дріт, що простягається через фильєру меншого діаметра. Найбільше часто цей вид зношування спостерігається при низьких швидкостях. Ковзання й високих навантаженнях, тобто при умовах, коли температура фрикційного нагрівання поверхневого шару недостатня для виникнення схоплювання й заїдання тертьових тел. Зминання має місце й при високих швидкостях ковзання, що приводять до нагрівання поверхневого шару тертьового тіла до високих температур. Однак у цьому випадку поверхні тертя тіл, що сполучаються, повинні бути розділені високоміцною оксидною або мастильною плівкою. Найчастіше, особливо при відсутності мастильного матеріалу в зоні тертя, зминання переходить у заїдання. Пластична деформація, що викликає плин матеріалу, може відбуватися як на локальних ділянках контакту, так і поширюватися на весь обсяг деталі. Найбільш характерне зминання для деталей з м'яких металів і сплавів. Зминання є однією із причин, що стримують застосування полімерів і композитів на їхній основі у вузлах тертя, що працюють у режимі "пуск - зупинка". Яскраво виражені реологічні властивості цих матеріалів сприяють розвитку значних по величині контактних деформацій і зближенню контактуючих деталей при нерухливому контакті. Це й свою чергу є причиною збільшення товщини, що утягується в пластичну деформацію поверхневого шару при перехід до динамічного тертя. Зминання, хоча й меншою мірою, спостерігається навіть у тендітних матеріалів, що є результатом одночасного впливу високих механічних навантажень і локальних температур на фрикційному контакті, водневе зношування. Це процес насичення воднем під поверхневого шару
металу при терті, що супроводжується утвором численних мікротріщин і
диспергуванням металу в інтенсивно деформуючій зоні. При перенасиченні металу
воднем можливо його зношування внаслідок грузлого плину поверхневого шару.
Цьому виду зношування зазнають сталеві й чавунні деталі при терті про
воднемісткий матеріал або у воднемісткому середовищі. В якості такого матеріалу
можуть служити композитні матеріали на основі полімерів, а в якості середовища
- мастильні матеріали, розкладання яких супроводжується виділенням водню. Слід
відрізняти водневе зношування диспергуванням при терті від водневого окрихчення
металу при об'ємному навантаженні. В останньому випадку об'ємне руйнування
зразка відбувається й результаті росту магістральної тріщини. Водневе
окрихчення характеризується також більш низкою. чим при водневому зношуванні,
концентрацією водню й більш рівномірним його розподілом за обсягом зразка. Другий
механізм руйнування сполучений з переходом поверхневого шару сталі у в’язкотекучіший стан при температурах
(порядку 800 *З). значно менших температури плавлення й близьких до температури
фазового Процеси структурної активації при цьому визначаються кінетикою зародження й руху не доскональному кристалічної будові контактній зоні деформації [14]. Для зменшення кількісного рівня структурно - термічної активації при терті діючим є застосування методів зміцнення [19]. Відомі численні спроби зв'язати результати зносу з вихідними характеристиками фізико-механічних властивостей, хімічного складу й структури матеріалів пари тертя [15-18]. В окремих випадках шляхом спеціального моделювання умов такий зв'язок вдавалося встановити, але спроби поширити отримані закономірності на більш широкий діапазон умов зношування не мали успіху [15,17]. Вплив легування на фазовий склад, як поверхневих шарів покрити , так і на утвір вторинних структур вивчене не досить. Вирахуванні опосередковані дані й, у першу чергу, результати випробувань на знос, свідчать про те, що зі зміною фазового складу покриттів, змінюється й хімічний склад вторинних структур. Оскільки інтенсивність зношування є, як відомо, структурно почуттєвою характеристикою, можна зробити висновок, що це обумовлене в першу чергу зміною хімічного складу вторинних структур [22]. Однак прямих досліджень по цім питанню виконане мало. У роботах [14,19] з позицій системного підходу запропонована теоретична модель підвищення зносостійкості на основі інтеграції сучасних досягнень матеріалознавства, трибології, технологічних і конструкційних положень структуроутворення, яке відповідає умовам стійкого прояву режиму структурної пристосованості. При цьому показане, що принциповим напрямком проблеми підвищення зносостійкості є усунення, що ушкоджується, яка реалізується на базі трибологічного забезпечення оптимальної сумісності матеріалів і створення структурних умов антифрикційності . Крім того, другим напрямком підвищення опору зносу є зниження інтенсивності зношування за рахунок створення вторинних структур із заданими властивостями. Загальної для них буде поверхнева локалізація ультрадисперсної будови, здатність мінімізувати руйнування поверхневого шару й екранувати не припустимі процеси скрипіння. Одержання на контактних поверхнях вторинних структур із заданими властивостями суттєво залежить від хімічного складу застосовуваних компонентів, що, як показано, вибираються на базі основних положень триботехнічного матеріалознавства й теорії легування [20]. Підвищення зносостійкості поверхневих шарів і розширення діапазону структурної пристосованості при терті може бути обумовлене так само впливом певних конструкторських і технологічних засобів, які визначають склад і будова покрити й виявляють собою, з одного боку, керування навколишнім середовищем за рахунок використання масел (олив), які містять хімічні й поверхнево-активні домішки, створення позитивного градієнта механічних властивостей; додавання хімічно активних високотемпературних модифікаторів; застосування твердо- мастильних матеріалів; утвір на робочих поверхнях фаз і з'єднань, які легко плавляться; з іншого боку - за рахунок внутрішньої перебудови структурно-фазового складу поверхневих шарів і цілеспрямованого додавання легантив; сумісності матеріалів; застосування спеціальних методів термічної обробки й створення аморфно-кристалічних структур [7]. Таким чином, стабілізація фазового складу й внутрішньозернової структури покрити може здійснюватися шляхом раціонального з'єднання конструкторських і технологічних засобів з обліком трибологічних і матеріалознавських положень, які дозволяють керувати будовою й властивостями матеріалів пари тертя в потрібному напрямку й регулювати температуру зони тертя, забезпечуючи в процесі експлуатації умови перехід до режиму структурно-енергетичної пристосованості. 1.1.2 Вплив структури поверхневих шарів на їхню зносостійкість у процес ренію вузлів АНТ Технологічні методи зниження інтенсивності зношування спрямовані на досягнення оптимальної топографії поверхні тертя, забезпечення низького опору зрушенню на границі роздягнула тертьових тіл і поліпшення структури поверхневого шару тіла, що зношується, формування оптимальної топографії. Для кожного вузла тертя й Певних режимів його про експлуатацію характерна своя оптимальна топографія поверхонь, що сполучаються, при якій спостерігається мінімальна інтенсивність зношування. Вона встановлюється в процесі приробляння незалежно від того, яка вихідна мікро геометрія була отримана технологічним шляхом. Чим ближче вихідна мікро геометрія до рівноважної, тем менше період приробітки. Оскільки під час приробляння спостерігається максимальне зношування, необхідно фінішну обробку деталей проводити так щоб вихідна шорсткість поверхні була можливо близької до рівноважної. Опромінення потоками енергії високої щільності. Для підвищення зносостійкості деталей використовують лазерне легування тонких поверхневих шарів металів і сплавів, локальне поверхневе загартування сталей, лазерне зміцнення титанових сплавів шляхом оксидування поверхневого зламування й зниження їх на водорожування в процесі тертя. До цієї групи можна віднести іонне бомбардування, обробку електронним променем, радіаційне опромінення (застосовується для деталей з поліетилена) іонну імплантацію, іонно-променеве перемішування. Хіміко-термічна обробка поверхонь. Цей метод дозволяє змінювати структуру й властивості поверхневого шару металів шляхом насичення його атомами легуючих елементів у процесі теплової обробки в хімічно активному середовищі. Залежно від виду легуючого елемента розрізняють цементацію, азотування, сульфоціанування силіціювання, оксидування, фосфатування, сульфидирование, хромування й інші приймання підвищення зносостійкості металів. Матеріалознавські методи Ці методи спрямовані на створення нових зносостійких матеріалів, оптимальна комбінація механічних, хімічних і теплофізичних властивостей яких забезпечує низькі коефіцієнт тертя й інтенсивність зношування при необхідних режимах навантаження. Різноманіття конструкції вузлів тертя, умов експлуатації й вимог до експлуатаційних, технічним і економічним характеристикам триботехнічних матеріалів привело до створення великої кількості методів їх одержання й зміцнення. Досить сказати, що далеко не повний перелік технічних характеристик, яким повинен задовольняти матеріал, включає; • забезпечення правила позитивного градієнта механічних властивостей по глибині; • здатність матеріалу локалізувати контактні деформації в можливо більш тонкому поверхневому шарі; • здатність матеріалу створювати на поверхні тертя й безупинно відновлювати в процесі зношування пластичну плівку. що володіє низьким опором зрушенню й високим опором руйнуванню при багаторазовому знакозмінному деформуванні; • сумісність із матеріалом контр тіла й мастильним матеріалом. низька адгезія до контр тілу й висока змочуваність мастильною речовиною; • високі несуча здатність, теплопровідність і теплостійкість; • низький коефіцієнт теплового розширення; • стабільність і низькі значення коефіцієнта тертя й інтенсивності зношування; • гарна приробітка і технологічність. Оптимізація макроструктури матеріалів. Мікроструктура, або конструкція, матеріалу відіграє досить важливу роль у забезпеченні довговічності вузла тертя. Тому залежно від режимів навантаження використовують матеріали блокові, стрічкові, багатошарові, армовані й із плавно мінливими по товщині властивостями. Керування мікроструктурою матеріалів. Його досить великий матеріалознавський напрямок поліпшення триботехнічних властивостей матеріалів. Воно засноване на залежності зносостійкості й механічних властивостей металів від розміру зерна, кристалографічної текстури, а для полімерів від ступеня кристалічності, розмірів і типу надмолекулярних утворів. Зміна мікроструктури матеріалів досягається за допомогою термомеханічної обробки, вибору режимів формування деталі, впливу потоків енергії високої щільності, уведення активних наповнювачів і модифікаторів. Вибір і модифікація сполучного. При одержанні деталей трибосистем з композитів важливу роль відіграє вибір сполучного, структура й властивості якого визначають припустимі режими експлуатації композита в цілому. У якості сполучного застосовують метали, полімерні матеріали, кам'яновугільний пек. Матеріали на основі полімерної матриці мають високі антифрикційні властивості й здатні експлуатуватися при середніх навантаженнях і швидкостях ковзання. Найбільше широко використовують поліаміди, фторопласти, полиацетали, фенодні, епоксидні й кремнієорганічні смоли, каучуки й поліуретани. Останнім часом велика увага приділяється полімерам "нового покоління" поліефір- ефиркетонам і поліакрил-ефиркетонам, що володіють високою термостійкістю й низьким коефіцієнтом тертя. 1.2 Основні триботехнічні методи зміцнення, при використанні порошкових матеріалів деталей АНТ Спектр технологічних способів створення, поновлення й ремонту зносостійких антифрикційних покрити дуже широкий . Звичайно, на практиці в ремонтних підприємствах прагнуть сполучити вищевказані способи з операціями по формуванню необхідних фізико-механічних властивостей поверхневого шару, при цьому зарекомендував себе структурно-енергетичний підхід [12]. У роботах [13, 14] запропонований технологічний процес нанесення зносостійких і антифрикційних покрити методом плазмового й індукційного наплавлення. Однак, їм характерні істотні недоліки: деформація виробів, у наслідок високої погонної енергії наплавлення, нерівномірність властивостей матеріалів, які наплавляються, обмежений вибір їх з'єднань, значна пористість і ін. [13]. Більш прогресивному методу електро-контактного напрямку не властива рівномірності властивостей покриття, що створюються, не статистична репрезентабельність значень міцності зчеплення, зносостійкості, а також можливість створювати шари тільки на поверхні тіл обертання. [13]. У роботі [15] розглядається електроіскрове нанесення по епюру нерівномірного зношування дискретних покриттів. У роботах [13, 16, 17] відзначається застосування у вітчизняній і закордонній практиці поновлення зношених деталей різних модифікацій розпорошеністю металопокриттів. Але, при підвищених навантаженнях на зрушення й стиск, а також при відсутності змащення, металізовані покриття різко втрачають захисні властивості [17], а це, відповідно, обмежує їхнє застосування. Для електролітичних покрити [18-21] характерно негативний вплив товщини на втомну міцність. Звідси зниження витривалості основного металу, не герметичність покрити, не великий вихід по струму й мала продуктивність, слабка здатність електроліту розкривати й негативний екологічний вплив. Також застосування відзначених покриттів обмежується зношуванням, величина якого по технічних умовах не повинна перевищувати припустимих значень (до 200 мкм), а працездатність їх значною мірою залежить від умов розробки, змащення й зовнішніх впливів. Методи газотермічного напилення мають високу продуктивність і широке застосування як за асортиментами робітників матеріалів, так і по номенклатурі ремонтованих виробів. Технологія дозволяє одержувати покриття товщиною 2,0-4,5 мм, як на локально зношених ділянках, так і по всій робочій поверхні [12]. Визначальними технологічними параметрами газотермічних методів напилення є температура й швидкість газового потоку, що забезпечують відповідні енергетичні характеристики робочим часткам порошкового матеріалу, а також хімічний склад газового потоку, якої обумовлює характер його взаємодії з робочим матеріалом. До основних методам газотермічного напилювання, які придбали поширення в практиці ремонтних підприємств, ставляться: газополум’яний, плазмовий і детонаційно-газовый. Джерелом нагрівання часток матеріалу газотермічних покриттів є полум'я газових сумішей, а джерелом прискорення - струмінь стисненого повітря [23]. При формуванні теплового потоку використовується енергія, яка виділяється при згорянні суміші кисню й газу (пропан, бутан або ацетилен). Відзначимо, що кисневе полум'я має найбільшу теплоту згоряння й тому частіше використовується при напилюванні. Зазначені методи відрізняються між собою фізико-хімічними процесами робочих циклів, технологічним устаткуванням, закономірностями взаємодії матеріалів покриттів з газовими середовищами, особливостями формування покриттів і їх властивостями й, як наслідок, можливостями практичного застосування газополум’яного покриття. При застосуванні газополум’яного покриття, початкові матеріали можуть використовуватися у вигляді проведення, прутиків, порошків, або гнучких шнурів, оболонка яких складається з органічного полімеру. Швидкість польоту часток при газополум’яних покриттів залежить від тиску газів і розміру часток [14]. Наявність кисню в потоці газу значно обмежує номенклатуру матеріалів для створення покриттів, тобто матеріал, який використовується для газополум’яного покриття, не повинен розщеплювати й горіти в полум'ї. газополум’яне покриття в основному використовуються для захисту чорних металів від корозії, поновлення розмірів зношених легко навантажених деталей, підвищення антифрикційних властивостей пари тертя. До основних недолікам газополум’яних покриттів можна віднести недостатній рівень міцності зчеплення покриттів з основою, наявність пористості, яка перешкоджає застосуванню покрити в корозійних середовищах без додаткової обробки й невисокий коефіцієнт використання енергії газополум’яного струменя нагрівання порошкового матеріалу [17]. Плазмові покриття. Плазма є високотемпературним джерелом нагрівання й характеризується тому, що її теплоенергетичні й газодинамічні параметри (температура, швидкість, склад, тиск і ін.) можна регулювати в широких границях. Це дає можливість напилювати покриття з тугоплавких матеріалів у тому числі високотемпературні окисли й безкисневі тугоплавкі з'єднання. Але матеріал у плазмовому струмені повинний не сублімуватися й інтенсивно не розщеплюватися . Плазмові покриття характеризуються суцільною арковою структурою, яка виникає в результаті сильної деформації й дуже швидкої кристалізації часток покриття, тому місткість кисню й азоту в покритті може досягати десятих часток відсотка й більше . Слід зазначити, що при плазмовому напиленні інертні плазмостворюючі гази не створюють цілком захисну атмосферу на всій траєкторії польоту часток матеріалу покриття, тому властивості покрити відрізняються від властивостей початкового матеріалу. У цілому, плазмові покриття пористі й мають незначну міцність зчеплення . Зносостійкість покрити значною мірою визначається якістю підготовки поверхні до нанесення покриття з метою забезпечення максимальної її шорсткості й хімічної активності. Основу операції підготовки становить газоерозійнаі обробка з використанням кварцового піску або корунду зі сталевої крихти .Детонаційно- газові покриття. При детонаційно-газовому методі частки матеріалу покриття при напилюванні мають найбільшу швидкість. У такий спосіб обмеження по температурі напилювання компенсуються вищою кінетичною енергією часток. Виникає активна взаємодія спрямованих часток з поверхнею деталі й забезпечується висока міцність зчеплення (майже як у монолітному матеріалі [6]) і щільність покриття. Для детонаційно-газового напилювання придатна значна номенклатура порошкових неорганічних (а також тугоплавких) матеріалів і будь-які поверхні. Детонаційно-газові покриття добре зарекомендували себе в умовах підвищених навантажень і температур, інтенсивного зносу й агресивних середовищ. На основі аналізу вищевказаних робіт була складена таблиця 1. Таблиця 1. Основні характеристики газотермічних методів нанесення зносостійких порошкових покриттів
Основними перевагами детонаційно-газових покриттів є: - міцність зчеплення з деталлю (основою), яка перевищує міцність зчеплення покрити подібних методів в 5-9 раз і, у свою чергу, забезпечує їхню високу працездатність в умовах граничного тертя й при відсутності змащення; - мала пористість, що дозволяє застосовувати покриття для деталей, які працюють в агресивних середовищах; - менша шорсткість формуючої поверхні, яка залежить від дисперсності порошку, рельєфу поверхні й режимів, дозволяє застосовувати деталі з напилюванням без додаткової механічної обробки; - широкий діапазон товщини напиленого шару дозволяє відновляти нерівномірно зношені поверхні зі значними локальними руйнуваннями; - обмежена температура нагрівання деталі, практично не впливає на структуру матеріалу деталі й дозволяє наносити покриття з різних порошків не тільки на метали й сплави, але й на вироби із пластмас, гуми, скла й інше.; - застосування спеціальних видів підготовки поверхні деталі до напилюванню (добре струмінна й піскоструминна обробка, вирівнювання) дозволяє не тільки зберегти початкову втомну міцність, але й підвищити її; - простота налагодження встаткування й підготовки обслуговуючого персоналу. Однак слід зазначити, що на даному етапі для детонаційних методів нанесення зносостійких інше. характерне використання порошкових матеріалів утримуючих дорогі й дефіцитні компоненти (W, Nі, Co і ін.). 1.3 Обґрунтування доцільності відновлення деталей При розв'язку питання про доцільний спосіб відновлення
деталі, у якості оціночного показника потрібно встановити комплексний показник
якості відновлення, що враховує ресурс відновленої деталі, сумарні витрати на
відновлення й експлуатацію. За такий комплексний показник якості відновлення
деталі можна прийняти інтегральний показник, де техніка - економічний ефект
відновлення (
Де ; (
і вартість ремонтних матеріалів, що витрачаються при усуненні відмов Ефект
Де;
Уведемо позначення ; ∆ ∆ Тоді рівень якості відновлення виразиться у вигляді ;
Де ∆ Тоді критерієм технічної й економічної доцільності відновлення або умовою ефективності відновлення якості виробу є виконання нерівності ; I
Якщо представляти процес відновлення в координатах ∆ ∆ 1.4 Постановка завдань дослідження Таким чином, вивчення експлуатаційних ушкоджень залежно від характеру несправностей дозволяє укласти, що широка номенклатура рухливих з'єднанні бракується через підвищене локальне зношування й недолік технологічних рекомендацій і матеріалів по їхньому надійному ремонту відновленню. При цьому на ремонтних підприємствах у практиці поновлення об'єктів авіаційної техніки зложилося гостре протиріччя між необхідністю наступного підвищення зносостійкості відновлюваних деталей і відсутністю як науково обґрунтованих методів її підвищення, так і рентабельної технології їх поновлення. Відзначене протиріччя може бути дозволене шляхом всебічних експериментально-теоретичних досліджень фізико-механічних процесів підвищення поверхневої міцності застосовуваних при поновленні покрити й підвищення ефективності технологій ремонту. Що щодо мети магістерської роботи, означає розробку детонаційного зносостійкого покриття на основі не дефіцитних і не дорогих компонентів в умовах тертя й зношування, з позицій структурно-енергетичної теорії. 1.5 Розробка часткових завдань дослідження Виходячи з мети роботи були розроблені наступні часткові завдання дослідження: • розробити методологічні основи створення детонаційно-газових зносостійких покриттів з порошкових матеріалів системи Fe-Mn. • установити компонентний склад детонаційно-газових зносостійких покриттів системи Fe-Mn • вивчити закономірності формування й зношування поверхневих структур детонаційно-газових покриттів системи Fe-Mn • установити галузі практичного застосування досліджуваних покриттів при зміцненні й поновленні деталей трибо технічного призначення Розділ 2. Об’єкти, засоби й методика досліджень Дослідження процесів тертя й зношування матеріалів вимагає комбінації теоретичних і експериментальних підходів, сполучення сучасних фізико-хімічних методів дослідження поверхні з досягненнями методології планування й обробки експерименту. 2.1 Науково-методологічні положення вивчення процесів тертя й зношування У трибофізичних системах закономірності виникнення й розвитку процесів зношування визначаються властивостями поверхневих шарів. Залежно від умов тертя, якісні й кількісні параметри взаємодії поверхонь можуть змінюватися в широкому діапазоні. Розробка й застосування детонаційно-газових порошкових покриттів є одним з перспективних методів у триботехнічному матеріалознавстві. Специфіка застосування детонаційно-газового напилення обумовлена певною складністю процесів формування покриттів, принциповою новизною й істотними відмінностями їх від традиційних методів нанесення зносостійких шарів. Що, у свою чергу, вносить необхідність розробки науково-методологічних основ обґрунтування, постановки й проведення комплексних досліджень. Методологічний підхід допускає необхідність розгляду показників надійності деталей, які відновляються, розробку наукових основ впливу початкового порошкового матеріалу й вхідних технологічних параметрів напилення на оптимізацію властивостей покриттів, дослідження багатостадійних процесів у зоні контактної взаємодії, елементарним актом якого є розрив міжатомних зв'язків і структурно-фазові перетворення, руйнування й регенерація фрагментів тонких плівок (поверхневих структур). Особливість методичного підходу до аналізу процесів тертя й зношування детонаційно-газових порошкових покриттів, полягає в тісній взаємодії експериментальних і теоретичних методів, із застосуванням методик комплексного дослідження. Відповідно до цих методик і поставленими завданнями дослідження здійснювався аналіз якісних змін стану й властивостей поверхонь тертя, вивчення кількісних змін, які відбуваються при зношуванні, а також обґрунтування вибору приладів і встаткування. Відносно детонаційно-газових покриттів необхідно досліджувати: зміни структури в самих тонких поверхневих шарах пар тертя; зміни хімічного складу в тонких поверхневих шарах; теплові явища при терті й зношуванні покриттів; зміни механіко-фізичних властивостей поверхневих шарів трибоматеріалів; зміни мікрогеометрії поверхонь. Фізико-механічний рівень. На відзначеному рівні враховувалося конструктивне різноманіття контактних поверхонь тертя. При цьому оцінки якості зносостійких детонаційно-газових покриттів у з'єднанні з аналізом умов їх експлуатації стали основою для обґрунтованого вибору показників довговічності деталей з урахуванням кількісних закономірностей процесу тертя й зношування. А саме, інтенсивність зношування (Іh) - показник зносу, адгезійна міцність зчеплення (σзч) - показник впливу технологічних параметрів детонаційно-газового напилення, і мікротвердість поверхневих шарів покриттів (Ημ) - показник, який обумовлює основні властивості матеріалу покриттів. Таким чином, ураховується вплив основних показників, які характеризують опір зносу й технологічний параметри покриттів, а також матеріалознавських, які зв'язані зі структурою й властивостями матеріалів для напилення. Rфм = F(Іh, σзч, Ημ) Метало-фізичний рівень. При дослідженні відзначеного рівня з метою вивчення закономірностей структури й будови покриттів, пояснення взаємозв'язків технологія - структура й будова - властивості були використанні тонкі методи дослідження. Це F рентгено-електрона спектроскопія, растрова електрона мікроскопія, рентгенівський мікроаналіз, рентгено-фазовий аналіз . Знання основ і можливостей зазначених методів є принциповою умовою успішної діяльності при розробці матеріалів для напилення й аналізу отриманих результатів і, у свою чергу, дозволило визначити наступні положення. Макроскопічні властивості матеріалу покриттів характеризують дія зовнішніх впливів на них. Однак зазначені властивості визначаються внутрішніми особливостями матеріалу (зокрема , розподілом і величиною залишкових напруг (σзн), його структурою (S) і будовою (CS). При цьому під структурою будемо розуміти атомарна будова матеріалу, включаючи тип, число й розподіл дефектів кристалічних ґрат (вакансії, сторонні атоми, дислокації, границя зерен), а під будовою - кількість фаз, включаючи величину зерна, його взаємне розташування в обсязі й орієнтацію. Rмф = F(σзн, S, CS) Фізико технологічний рівень. Одним з методологічних напрямків у розробці порошкових матеріалів для детонаційно-газових покриттів, які мають високі триботехнічні властивості, стало створення багатокомпонентних порошкових сумішей методом термодиффузійного легування за рахунок гетерогенізації початкової сировини. Проведені дослідження [24] показали, що для легованих сталей і сплавів отриманих методом дифузійного насичення, як показник доцільніше всього використовувати гранулометричний склад порошкових матеріалів (G). Гранулометричний склад, у свою чергу, змінюється в широкому діапазоні й залежить від складу початкової шихти (Cpш), режимів дифузійного насичення (rдн) і наступної обробки порошкового матеріалу (rобр). Rфт = F(G), де G = f(Cpш, rдн, rобр) Інформаційний рівень. Розвиток і ускладнення методів дослідження, умов функціонування триботехнічних систем показує, що процес створення детонаційно-газових покриттів з керованими властивостями має багато розв'язків (іноді навіть не певних), тому дослідникові необхідно враховувати якість інформації (Q): важливість (іmp), терміновість (e), ступінь суперечливості (dc). Також прийняття того або іншого розв'язку, у свою чергу, залежать від характеру досліджень (TE): ресурсного забезпечення (rp) і наукової доцільності (se). Rі = F(Q, TE), де Q = f(іmp, e, dc) TE = f(rp, se) У якості трибопокриттів для порівняння використовували покриття на основі нікелю й карбіду вольфраму. Зазначені покриття одержали широке визнання в практиці й впровадження в промисловості. 2.2 Фізико-хімічні методи аналізу поверхонь тертя Фізичні методи дослідження процесів тертя й зношування проводили на макро-, мікро- і субмікроскопічних рівнях. Макроскопічний аналіз здійснювався візуально й фотографуванням. Це дозволило оцінити ушкодження, ступінь при роботі й характер процесу зношування трибоповерхнні. Для мікроскопічних досліджень використовувався мікроскоп МІМ-8М. Підготовлялися мікрошліфи - у спеціальних струбцинах стикувалися, розділені мідною прокладкою, дві поверхні перетинання покриття. У наступному підготовка металографічних шліфів проводилася за методикою робіт. Визначення мікротвердості матеріалів покриттів проводили методами вимірів за Роквелом відповідно до ГОСТ 9013-59. Дослідження микробъемов детонаційно-газових покриттів покриттів здійснювали методом виміру мікротвердості поверхневих шарів відповідно до ГОСТ 9460-68 на мікротвердомірі ПМТ-3. Навантаження на індентор вибиралася виходячи з механічних властивостей досліджуваних покриттів і залишалися незмінної. Глибина відбитка не перевищувала 2 мкм. Шорсткість робочої поверхні шліфа при вимірах мікротвердості доводилася Ra=0,32 відповідно до ГОСТ 2789-73. Мікрорельєф поверхні вимірявся профілометром профілографом (мод. 201 заводу "Калібр"). Міцність зчеплення детонаційно-газових покриттів з металевою основою визначалася методом "конусного штифта" . Дослідження проводили на зразках, у яких штифт і отвір у шайбі мали форму конуса, що забезпечувало зменшення зазору в з'єднанні й збільшення точності виміру в порівнянні із циліндровою формою. Діаметр робочої поверхні штифта становив 1,5-2,0 мм, що виключало поперечне й змішане руйнування покриття. На поверхню штифта й шайби наносили покриття товщиною не менш 200 мкм. Випробування проводили на універсальній розривній машині УТС-10 зі швидкістю руху активного захоплення 2,0 мм/хв. Товщину покрити контролювали мікрометром. Щільність покрити визначали шляхом напилення на плоску сталеву основу шаром 6 мм, а потім відокремлювали й гідростатично зважували його за методикою викладеної в роботі [25].Для визначення інтенсивності зношування використовувалися схеми торцевого тертя на установці М-22ПВ , у діапазоні швидкостей до 1 м/с і навантажень до 10 мПа. Рентгенофазний аналіз поверхонь тертя проводився дифрактометром ДРОН- УМ1. Зйомка здійснювалася в широкому кутовому діапазоні в З- випромінюванні. Спочатку прописувалася дифрактограма зі швидкістю 1/2 за хв. з обертанням зразків. Потім піки, виявляються більш детально прописувалися зі швидкістю 1/8є й 1/16є за хв. Напруга 25 кВ, струм - 15 мПа. Дослідження хімічної мікро неоднорідності здійснювалося мікроаналізатором фірми "Cameka" моделі MS-46. Вимір інтенсивності рентгенівський проводили в тотожних ділянках мікроструктури. Були отримані знімки в поглинених електронах і рентгенівських променях. Електронні мікрофотографії детонаційно-газових покриттів робили на мікроскопі JEM-100CXP при зйомці в трансмісійному режимі за допомогою двоступеневих вуглецевих реплік, що напилювався у вакуумі й відтінялися окисом вольфраму. Напруга, яка пришвидшує, була 80 кВ. Рентгенографічне вивчення тонкої структури проводилося на установці УРС-50И с іонізаційним записом в Fe- випромінюванні. Для фізичного розширення ліній обумовленого диспергуванням кристалітів і перекручуванням кристалічних ґрат. З метою виявлення закономірностей між структурою й властивостями детонаційно-газових покриттів використовувався метод апроксимації з наступним уведенням виправлень. Розміри блоків мозаїки підраховували методом екстинкції. Для дослідження самого тонкого поверхневого шару (продуктів зношування) застосовувався метод дифракції електронів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей
детонаційно-газових покриттів можна описати, як: Ω З обліком першого обмеження: Ω де Ψ - простір у якому властивості детонаційно-газових покриттів мають фізичний сенс. Приймаючи до відома тези "технологія-структура" і "структура-властивості" додаємо друге обмеження фазовий коефіцієнт дефектності матеріалу, якої показує як дана структура покриття співвідноситься з його ідеальною структурою в умовах коли структурна густота постійна, (Кдф) → 1 Відносно триботехнічних властивостей відзначених покриттів додаємо третє й четверте обмеження:
У такий спосіб: mіn І = f(Ω) Для практичних розрахунків ухвалювали дещо спрощений підхід:
де V = [0,1÷2] - швидкість ковзання, м/с; P = [1÷20] - навантаження, МПа; T = [423÷823] - температура нагрівання, oК; p ≈105 - тиск, Мпа; M - матеріал пари тертя; L - мастильний матеріал; τ = [1÷5] - час, год.
де σ - адгезійна міцність зчеплення; Hμ - мікротвердість; t - температура в локальному контакті; μ - коефіцієнт тертя; R - режими нанесення покриття;
2.4 Планування експерименту й обробка результатів експериментальних досліджень Основна складність при вивченні процесів тертя й зношування є наявністю великої кількості флуктуацій, керованих і контрольованих факторів. Також необхідно відзначити, що на умови формування детонаційно-газового покриття не однозначно впливають біля двадцяти п'яти факторів (конструкція установки, властивості порошкового матеріалу й ін.). Однак методи планування експерименту дозволяють ефективно орієнтуватися й досягати мети в умовах складних слабко організованих системах, а також забезпечити задану точність обробки результатів і їхня відтворюваність. На думку авторів [17] знос матеріалів у процесі тертя підкоряється нормальному або логарифмічно нормальному закону розподілу. Математична модель процесу відображалася у вигляді системи рівнянь, які зв'язують функцію відкликання (Іh) від вибраних факторів у вигляді полінома третьої (в окремих випадках другого) ступеня за допомогою спеціалізованих пакетів "Excel", "Mathcad" з використанням типових вбудованих функцій. У цілому повно факторний експеримент організовували за методикою викладеної в роботах [18,20]. Методом апріорного ранжирування визначали число факторів (n=3) і кількість досвідів N=2n. З метою усунення впливу флуктуацій і інших не бажаних факторів експеримент рандомізували за законом більших чисел. Потім, задавали рівні варіювання й становили матрицю планування експерименту. Надалі додатково використовувалися рекомендації робіт [12,13]. Кількість паралельних досвідів вибиралася за формулою: K K - кількість паралельних досвідів; У роботі перебувало по статистичних таблицях при прийнятій довірчій імовірності 0,95. е - ухвалювали рівним 5%. Кількість паралельних досвідів при цьому варіювалося від 3 до 6. Середнє значення параметра й дисперсія паралельних досвідів визначалися за формулами:
де І=1, 2,. . . N
Перевірка відтворюваності проводилася за формулою:
Можливість проведення регресійного аналізу оцінювали однорідністю дисперсій рівно відповідних досвідів (критерію Кохрена): Gрасч= Табличне значення критерію Кохрена обчислювалося виходячи з N=8, числа ступенів волі f=k-1, рівень значимості б=0,05 і довірчої ймовірності 0,95. У випадку Gтабл. < Gрасч перебувала дисперсія відтворюваності й помилка експерименту по формулах:
Потім обчислювали коефіцієнт рівняння регресії й взаємодії:
Перевірку статистичної значимості робили по t- критерії, шляхом знаходження середньоквадратичної погрішності коефіцієнтів регресії:
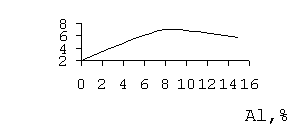
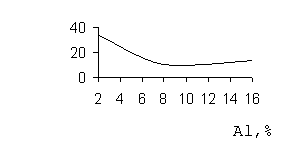
Далі знаходили довірчий інтервал: 2∆bi : ∆bi = tкр У випадку не статистичної значимості коефіцієнтів регресії їх виключали. Рівняння регресії перевірялося на адекватність відповідно до критерію Фишера: Fрасч. При прийнятій довірчій імовірності 0,95. Якщо Fрасч.≤ Fтабл., то отримане рівняння аналізувалося. За відзначеною методикою оброблялися результати всіх експериментів. Розділ 3. Експериментальні дослідження зносостійкості легованих fe-мn детонаційно-газових покриттів Заміна композиційних покрити на основі нікелю не можлива без розуміння глибоких теоретичних принципів і масштабних експериментальних досліджень. Як з наукової, так і із практичної точки зору необхідно ясно представляти дороги створення зазначених покрити й галузі їх застосування. 3.1 Обґрунтування вибору легуючих елементів і їх оптимальний зміст у композиційному покритті Одержання детонаційно-газових покриттів із заданими властивостями зв'язане, на маса перед, з оптимізацією багатокомпонентних систем, де окремі фази їх - матеріал матриці й додані легування виконують комплекс специфічних функцій . Якщо звичайно строк "конструювання" застосовувався тільки до машин, механізмів або встаткування, то зараз, він поширився й на матеріали. "Конструювання" матеріалу (інженерія поверхні [...]) - це одержання заданої його структури й, відповідно, керування й прогнозування експлуатаційних властивостей. Обґрунтований вибір компонентів при формуванні детонаційно-газових покрити з попередньо заданими характеристиками, які мінімізують процеси трибоактування, повинний враховувати комплекс властивостей матеріалів і середовища. Саме такий комплекс повинен сприяти стійкої реалізації універсального явища структурної пристосованості в процесі тертя. Одним з напрямків при цьому є створення багатокомпонентних порошкових сумішей шляхом гетерогенізації й термодиффузійного насичення початкової сировини легуючими елементами. Також, дефіцитність і необхідність раціонального використання нікелю висунуло проблему пошуку його заміни .Даній проблемі присвячені широкі теоретичні й експериментальні дослідження [8]. Автором почата спроба на основі експериментальних і теоретичних узагальнень створити детонаційні безнікелеві покриття, які мають високі властивості, за рахунок цілеспрямованого використання марганцю, як еквівалентної заміни нікелю. З робота [6-8] відомо, що є значні розбіжності між марганцем і нікелем, що як легують елементами й це не дозволяє створювати аустенітні постійні системи Fe-Mn-Cr, які б не вступали широко відомим системам Fe-Cr-Nі (промислові марки типу Х18Н10, Х23Н18) . Вивчення структурно-фазового складу, триботехнічні досліди [13] і теоретичні принципи про вплив окремих легуючих елементів, дали можливість експериментально оптимізувати склад композиційних покрити системи Fe-mn-cr. Таким чином, раціональне легування елементами вплинуло на фізико-хімічні властивості згаданої системи й існуючий досвід [14] дало можливість створити композиційні покриття, які за триботехнічними характеристиками не уступають нікелевий. Також, слід зазначити високу техніко-економічну доцільність застосування Fe-Mn-Cr покрити в порівнянні з нікелевими. Вибір порошку заліза, як початкової сировини, обумовлений він порівняно дешевиною, не дефіцитністю й розширеної в природі, а також можливістю багатокомпонентного легування з утвором аустенітної структури, особливо для елементів з обмеженою розчинністю. Перевагою стабільних аустенітних структур є відсутність перетворень і стійкість у широкому діапазоні робочих температур . Підкреслимо, що висока розчинність легуючих елементів - є принципово важливою особливістю заліза, як матеріалу основи. При цьому залежності, що легують добавки в, від їхнього внеску в процеси зміцнення розділяють на: елементи, які входять до складу матриці й вносять внесок у твердо розчинне зміцнення (Cr, Co і деякі інші перехідні метали); елементи, які входять до складу фаз, які кріплять тобто створюють дисперсні частки тугоплавких з'єднань (Al, Nb і ін.) і активні елементи, які суттєво поліпшують характеристики в'язкості руйнування й пластичності (N, B). Активні елементи, у результаті великої невідповідності розмірів своїх атомів від атомів матриці, регулюються на границях зерен і в такий спосіб заповнюють вакансії й знижують зерно - граничну дифузію . Марганець має вищу хімічну активність (у порівнянні з нікелем) щодо кисню, азоту, вуглецю, тому існує більша ймовірність переходу його в карбідні й нітридні фази, навіть при наявності в складі композицій сильних нітридо - або карбідо - елементів, що створюють. Це сприяє активному утвору фаз, які кріплять. Крім того, при концентраціях до 15% Mn знижує на відміну від Nі енергію дефектів додавання в аустенітній структурі, чим обумовлює вищу здатність до зміцнення системи Cr-Mn. Оптимальна концентрація Mn, як установлено експериментом, становить 11% . Застосування марганцю сприяє зменшенню коефіцієнта дифузії заліза в аустеніті, який сприятливо впливає на жароміцність. Так само зменшенню рівня пружно - пластичної деформації в процесі активації сприяє введення алюмінію за рахунок зниження ступені розщеплення дислокацій . Відомо термодифузійне насичення порошку заліза, як матеріалу основи, хромом і нікелем. Співвідношення хрому й нікелю при цьому подібно складу аустенітної сталі . З метою підвищення зносостійкості детонаційно-газових покрити порошок заліза був термодифузійним легуванні хромом. Хром, частково розчиняються, збільшує кількість міжатомних зв'язків, зменшує дифузійну рухливість атомів твердого розчину, а це сприяє підвищенню поверхневої міцності напилених покриттів. Також додавання хрому утворює значна кількість фаз, які кріплять, і позитивно впливають власними присутностями у твердому розчині, тому що підвищують його термічну стійкість. Тобто згадані фази гальмують процеси руйнування при високих температурах, за рахунок затримки процесів коагуляції й рекристалізації. Таким чином, вплив фаз, які кріплять полягає в не допустимості або затримці процесів дифузії, які необхідні для атомного обміну в процесах коагуляції й рекристалізації. У роботі [9] увага обігу на те, що хром впливає на розчинність Al, Tі й Ta у фазах, які кріплять. Крім того додавання хрому впливає на утвір різних за будовою й властивостями вторинних структур . Одним з напрямків у розробці зносостійких покрити, які здатні стабільно працювати в умовах підвищених температур і багатогодинних діючих напруг, є стабілізація мікрогетерогенної структури шляхом додавання тонких часток фаз, які кріплять. Ефект зміцнення залежить від ряду факторів. Найважливішої з них є нерозчинність дисперсної фази в металевій матриці, її термічна стабільність і відсутність значного росту часток у процесі експлуатації. Слід зазначити, що найбільш перспективні бориди, нітриди й окисли, тому що вони мають високу термодинамічну стійкість . Існуючи практично без зміни до температур при яких інші фази, які кріплять, з елементів ІVA і VB груп повністю розчиняються в матриці, вони стабілізують мікрогетерогенну структуру й, що особливо важливо, не підвищують при цьому критичну температуру крихкості. Закономірності вибору боридив, нітридив і окислів, у якості фаз, які кріплять. для матриць із Nі й Fe вивчені мало . З метою підвищення зносостійкості покрити за розробленою технологічною схемою були отримані багатокомпонентні порошкові суміші, де окремі гранулометричні частки яких у результаті взаємодії (певної термодинамічними й дифузійними характеристиками) складалися з мікрообсягів декількох компонентів, які відрізняються за хімічним складом. Алюміній, вибраний як легуючий доповнення, по-перше, значно кріпить твердий розчин і робить внесок у твердо - розчинне зміцнення; по-друге, його головне призначення в тому, щоб, при взаємодії з матеріалом основи утворювати фази, які кріплять і, таким чином, забезпечувати дисперсне зміцнення. Роль фаз, які кріплять для покриттів, що напилюються, значно більш складна й менш вивчена з теоретичної точки зору, чому їхня роль у монолітних матеріалах [2]. Також, на нашу думку, алюміній вигідно відрізняється тим, що активно сприяє утвору плівок окислів, які мають механічну цілісність на поверхні й низьку дифузійну проникливість. У роботі [5] відзначається, що додавання в шихту алюмінію поліпшує триботехнічні характеристики за рахунок екзотермічної реакції при взаємодії з окислами й, тому зменшує пористість і підвищує твердість газотермічних покриттів. Додавання бору обумовлене створенням важливого й великого класу неорганічних з'єднань, які відрізняються значною твердістю, тугоплавкістю, високою хімічною стійкістю. Відповідно до відомих теоретичних вистав бориди ефективно підвищують поверхневу міцність і зносостійкість, тому що вносять відповідний внесок у величину дисперсного зміцнення. Основні закономірності фізико-механічних властивостей металоутворених з'єднань бору сформульовані в роботах [9, 15]. У наслідок різних розмірів атомів і низькою якістю в матеріалі матричної фази бор сегрегірує на зерно граничних вакансіях і знижується швидкість здійснення дифузійних перетворень на границях зерен. При цьому має місце не тільки сегрегація бору в атомарній формі, але й утворення боридів. Основні теоретичні положення раціонального й комплексного додавання легантів і реалізація емерджентного ефекту від загального впливу декількох механізмів зміцнення були досліджені експериментально. Оптимізація композитного порошку для детонаційно-газових покрить системи Fe-Mn-Cr здійснювалася дослідженням впливу легуючих елементів, які додавалися, на певні характеристики покрити. Для алюмінію експериментально встановлений оптимальний зміст становить 8% (мал. 3.1).
 а) а)
 б) б)
Рис. 3.1.1. Характер зміни мікро твердості (а) і інтенсивності зношування (б) залежно від змісту алюмінію. Потім при встановленій концентрації алюмінію був досліджений вплив бору (мал. 3.1.2). Оптимальний зміст бору 6%. Таким чином, структура й властивості детонаційно-газових покрити визначаються фізико-хімічними характеристиками початкових порошкових матеріалів, які обумовили при напиленні структуру складно легурованого твердого розчину на основі Fe.
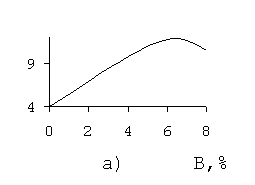
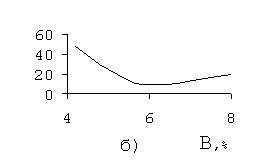
Рис. 3.1.2. Характер зміни мікро твердості (а) і інтенсивності зношування (б) залежно від змісту бору. Зміна фізико-механічних властивостей детонаційно-газових композиційних покриттів системи Fe-mn-cr у процесі гетерогенизации наведене в табл.3.1. Таблиця 3.1 Фізико-механічних властивостей детонаційно-газових покриттів при цілеспрямованому додаванні легантива.
Використання детонаційно-газового методу дозволило створити певний хімічний склад і одержати структуру, що оптимізувала комплекс властивостей, які потенційно закладені в ньому. При цьому композиційні покриття системи Fe-mn-cr, у першу чергу, необхідно розглядати, як порівняно більш ефективні за економічними показниками, чому нікелеві. А також, за своїми фізико-механічними характеристиками, як наведено в табл. 3.1.1, не уступають широко відоме покриття на основі нікелю або легуванні їм . Значні можливості детонаційно-газового методу пов'язані з регуляцією властивостей покриттів за рахунок додавання до їхнього складу, як структурні складові твердих масел з ламелярной структурою . 3.2. Регуляція параметрів тертя й зношування композиційних покриттів системи Fe-Mn за рахунок додавання до складу масел з ламелярной структурою застосування дисульфіду молібдену додавання сульфідів металів безпосередньо в композиційні матеріали почалося з використання сірчистого заліза й марганцю, потім сірчистого цинку, міді й свинцю. До теперішнього часу виконана велика кількість досліджень по вивченню властивостей різних сульфідів і їх взаємодії з металом-основою антифрикційних матеріалів. Одним із твердих масел, які здатні розділяти поверхні тертя завдяки утвору плівки, що екранує, яка запобігає зв'язуванню й налипання матеріалів, є дисульфід молібдену. Застосування дисульфіду молібдену як твердого масла певною мірою залежить від умов тертя, зокрема , від складу навколишнього середовища, і влаштоване особливостями його структури. В основному, дисульфід молібдену розглядається як структурне масло, тобто працездатність якого визначається шаруватою будовою її структури. Слід зазначити, що серед деяких сульфідів чия гексагональна структура має щонайкраще виділені зони спайності (сульфіди Tі, W, Mo, Nі, Co, Cr і Al) [58], дисульфід молібдену найбільш досліджений для процесів тертя й зношування. Так, наявність шарів двох різних атомів і міцний зв'язок між ними в горизонтальній площині й більш слабка у вертикальної - забезпечує легке ковзання тонких шарів. Шари володіють високими, опором стиску й здатні витримувати значні навантаження [30]. Використання дисульфіду молібдену [18,25] здійснюється як у вигляді порошків, які втираються в робочу поверхню або наноситься у вигляді плівки на основу або пресуванням на поверхнях у коверлах при змащенні ротапринтим методом. Відомі спроби застосування газополум’яного методу нанесення часток твердого масла в суміші із частками основного матеріалу. Широке поширення у вузлах тертя одержали спечені матеріали, які складаються з металевої матриці й розподіленої в ній твердим маслом. Однак, залежності, які зв'язують параметри тертя й зношування композиційних покрити, що мають у якості структурних складових MoS2, від величин зовнішніх впливів, тепер вивчені недостатньо. Необхідно відзначити, що в літературі вказуються часом суперечливі значення параметрів терть, які характеризують антифрикційні властивості матеріалів при добавці дисульфіду молібдену. Це, на думку автора, обладнане тим, що випробування здійснюються, як правило, при різних умовах, а також не завжди враховуються всі фактори, які впливають на антифрикційні властивості згаданих покриттів. 3.3 Випробування на зносостійкість композиційних покриттів при терті без змащення Докладні дослідження в галузі тертя й зношування вітчизняних і іноземних учених розкрили складні причинні - слідчі залежності. Відзначені залежності, обумовлені не тільки значною складністю фізико-хімічних процесів, що протікають у зоні фрикційного контакту, тобто яким прийнято вважати: фізико-механічні характеристики тертьові поверхонь, їх макро- і мікрогеометрію, властивості зовнішнього середовища, швидкість ковзання, навантаження на контакті, температуру, умови й вид тертя. 3.4 Вплив швидкості ковзання й навантаження на опір зношуванню Для розкриття взаємозв'язків між опором зносу досліджуваних покрити (рис. 3.4.1), їхньою структурою, складом фаз і впливом зовнішніх факторів, які визначають експлуатаційну стійкість вузлів тертя, були використані сучасні фізичні методи дослідження.
Рис. 3.4.1. Залежність інтенсивності зношування від швидкості ковзання для покриттів систем типу: 1- Fe-Mn-Cr-Al-B: 2- Ni-Cr-Si-B-C: 3- WC-Co. Вивчення зон локалізації структурних складових і кількісний хімічний аналіз здійснювалися методами якісного, а потім наступного кількісного рентгенівського дисперсійного енергетичного аналізу на установці "Lіnk-860". Дослідження вторинних структур і поверхневого шару, тому що саме перебіг процесу трибоактивація впливає на інтенсивність окиснення й схоплювання, здійснювався за допомогою мікро фазового аналізу методами зондової растрової електронної мікроскопії на установці "Самsкаn". Товщина поверхневих шарів з урахуванням порушення становила не менш 1,5 мкм, відносна погрішність виміру - 1%. Для хімічного аналізу вторинних структур і їх складових зон локалізації використовувалася програма ZAF-4/FLS. Також з метою вивчення стану поверхні був застосований метод дифракції електронів. Дослідження проводилися на електронографі ЭМР-100. На мал.3.4 наведена електронограма від поверхні тертя детонаційно-газового покриття системи Fe-Mn-Cr. Характер дифузійного ореолу свідчить, що орієнтована структура поверхні має кристалічна дисперсна будова. Це підтверджується дослідженням хімічної мікро неоднорідності, які проведені на мікроаналізаторі "КАМЕКА" моделі МS-46. При порівнянні відбитків, які зняти в поглинених електронах і в рентгенівських променях, не представлялося можливим ототожнити ділянки структури, виявлені в поглинених електронах з розподілом елементів (Мn, Сr, Al, Fе) у характеристичних рентгенівських променях. Вид розподілу елементів у рентгенівському Кб - випромінювані по Мn, Сr, Al, а також у поглинених електронах представлений на мал. 3.5. Незважаючи на те, що вимір інтенсивності рентгенівського випромінювання проводився в ідентичних ділянках мікроструктури отримані розбіжності в хімічному складі детонаційно-газового покриття підтверджують наявність у ньому не рівномірністю дисперсної структури. Науково-дослідних робіт, які розглядають характер і інтенсивність структурних змін трибоповерхні й прилягаючих до них мікрообсягів, дуже мало, тому закономірності структурних перетворень у поверхневому шарі багатофазних триботехнічних матеріалів вивчені недостатньо. З позицій структурно-енергетичної теорії доведене, що еволюція процесів механохімічної адаптації обумовлює утвір на поверхнях тертя вторинних структур першого й другого типів, і їх формування здійснюється при кооперативному впливі деформації, нагрівання й дифузії. На підставі даних і з урахуванням робіт [8,15] можна вважати достовірним, що зазначений процес супроводжується диспергируванням структури поверхневого шару й утвором у результаті цього ущільнення й спікання захисних плівок, які полегшують опір зрушенню. Кінетика розвитку пластичної деформації при терті монолітних матеріалів викладена в роботах [10, 15]. У поверхневому шарі залежно від умов тертя змінюється щільність не ідеальна, що виникають при пластичній деформації, а також відбуваються процеси розчинення й утвору структур, які кріплять. Це досліджувалося в роботах [14, 16], але в основному на однофазних пластичних матеріалах. Структурний і хімічний склад шарів, які взаємодіють у процесі тертя, - один з найважливіших аспектів фізики поверхневих явищ у теорії тертя й зносу, однак дотепер проведені нечисленні й несистематичні дослідження в цьому напрямку, який робить дуже складним використання континуальних моделей для аналізу еволюції структур поверхневих шарів. У роботах Л.М. Рибаковой розглянуті деякі результати зміни хімічного складу поверхні матеріалів при терті, а в роботах [16, 20] - в умовах тертя при нагріванні, яке в цілому свідчить про наявність нестаціонарних дифузійних процесів у шарах, які прилягають до вільної поверхні, а також про значне збільшення швидкості дифузії. У цілому можна констатувати, що вплив легуючих елементів і структури гетерогенних матеріалів пара тертя на фазовий склад і властивості поверхневих плівок вивчене не досить. Дослідженнями останніх років переконливо доведена вирішальна роль захисних плівок, які безпосередньо формуються на поверхні в умовах тертя, на триботехнічні характеристики матеріалів. Із усіх факторів відзначених покриттів, які впливають на характеристики, основну частку вносять, по-перше, структура й фазовий склад поверхневого шару, а по-друге, поверхневі плівки, які утворюються при терті. Отже, вивчення будови й властивостей відзначених плівок є необхідним аспектом сучасної фізичної трибології й представляє важливе наукове й прикладне значення для забезпечення стійкого прояву нормальних механохімічних процесів. З метою всебічного вивчення тонких поверхневих шарів, у яких протікають процеси структурно-термічного активування, додатково був використаний метод вторинної мас - спектрометрії (ВИМС). Даний метод дозволив проаналізувати зміну мікроструктури в поверхневих шарах, установити природу фаз, їх кристалічну структуру і параметри елементарної чарунки, які необхідні для ідентифікації фаз і складу в межах області їх однорідності. При цьому, вторинні іони, які вилучалися з поверхні зразка, досліджувалися квадрупольним аналізатором мас, а енергія первинного іонного пучка становила 10 кэВ. Під час аналізу реєструвалися спектри позитивних вторинних іонів у діапазоні мас 0-100 і т.д. Для підвищення чутливості використовувався динамічний режим роботи. Було підтверджено, що мікроструктура поверхневих плівок має дрибодисперское будова й складається із суміші фаз композиційного покриття й продуктів взаємодії з киснем повітря й за стехіометричним складом є складним важко активізуємим комплексом у вигляді дрибодисперської суміші окислів Cr2O3, Al2O3, Mn2O3 і складних фаз типу хромооксидів MnCr2O4. Крім того, було уточнено, що в нерівномірній тетрафазній структурі, що утворюють дрибодисперсні окисли, фаза Mn2O3 визначається гексагональними ґратами з параметрами, а=0,295 нм, с=0,724 нм; зміст шпінелі відповідає, двом видам MnСr2O4, що має, а=0,825 нм, з=0,844 нм і а=0,583 нм, с=0,841 і різняться ступенем тетрагональності. Установлене появ нових структурних складових, які представляють практично рівномірний розподіл еліпсодреблих фрагментів, які відрізняються додатковим розчиненням боридних фаз у залізній матриці. Також відзначена присутність ультрадисперсних новотворів, які збагачені бором, складу типу МеВ2, МеВ4, МеВ6 і МеВ41. Структуру їх визначають атоми бору, які утворюють міцні пидрешитки з вираженими зв'язками В- В. Певна наявність складних боридних фаз, які легирований марганцем, типу (CrМn) 4B5, (CrМn) 4B3 і інтерметалідних з'єднань алюміндів типу МеАl3, МеАl2, МеАl, а також фаз твердих розчинів на основі моноалюмініда. Крім того, утворений при взаємодії вищих боридів хрому й кисню навколишнього середовища, борний ангідрид (В2О3), який є хімічно активною формою борної кислоти, перетворює окисли металів у метаборат (типу Mn(BO2) 2), а це, відповідно, сприяє утвору на робочих поверхнях грузлої щільної "глазурі". Таким чином, утвір плівок вторинних структур обладнане фазовим і хімічним складом поверхневого шару. Для особливо характерні зміни, які пов'язані із впливом механічних і теплових імпульсів, а також дифузійних процесів легуючих елементів і кисню навколишнього середовища. Слід зазначити, що за своєю будовою об'єкти дослідження - тонкі плівки (вторинні структури) близькі до структури дисперснозміцненого композиційного матеріалу. Такі матеріали, як відомо, мають унікальне з'єднання високої пластичності й міцності, мають високу стабільність відзначених характеристик у часі. Збільшення швидкості ковзання практично не відбивається на зміні триботехнічних характеристик детонаційно-газових покрить. По всьому діапазону випробувань досягається стійка динамічна рівновага між процесами активації й пасивіровки. Саме в цьому обумовлена повна затримка процесів зв'язування. Характер зміни коефіцієнта тертя (мал.3.7), яке визначає втрати енергії у вузлах тертя, збігається із установленою закономірністю тертя й зношування покрити. Зниження коефіцієнта тертя, його стабільність при підвищенні швидкості ковзання свідчить про високу працездатність детонаційно-газових покрить, як на основі легованого порошку заліза, так і твердого вольфрамового сплаву (BKІ5). При даних фазового аналізу структура детонаційно-газових покриття виявляє собою твердий розчин із Гцк- граткою на основі заліза й дрібно дисперсної суміші фаз, які кріплять головним чином у вигляді боридів хрому й алюмінідив заліза (табл. 3.2). Додавання легуючого бору обумовлене утворенням боридних фаз на основі хрому [16], легування алюмінієм - утворення фаз типу FeАl2 і Fe2Al5, склад і властивості яких визначаються наближеністю атомних радіусів елементів, їх хімічним спорідненням, що пов'язане з положенням у періодичній системі [16].
Рис. 3.4 Залежність коефіцієнта тертя від швидкості ковзання, для покрити на основі: 1 - нікелю; 2 - заліза; 3 - твердого сплаву ВК15 Таблиця 3.4 Дані рентгенофазового аналізу покриття системи FE-MN-CR-AL-B.
Мікроструктура перетинання покрить, які напилювалась композиційним порошком. Покриття копіює рельєф поверхні й стосується його до основи досить щільним. Міцність зчеплення покриття з основою визначалася на спеціальних зразках (методом відриву штифта). При металографічному аналізі перетинання напиленого шару плівки окислів, жужільних складових і інших забруднення на деформованих частках не виявлені. Дефекти у вигляді пар, порожнеч і тріщин не вдалося виявити навіть при х1200. На шліфах покриття знайдені складові слабодеформованих часток, які кріплять. Відповідно до розробленої технології готування композиційних порошкових матеріалів і керуючи технологічними параметрами напиливания можна впливати на рівень дискретності структури покриттів. При цьому змінюються розміри фаз, які кріплять, і відстань між фазовими складовими, що у свою чергу впливає на механічні властивості покрити. На мал. 3.9. представлена структура фаз, які кріплять, у покриттів з хімічно вилученою залізною матрицею. Привертає увагу те, що є можливість регуляції об'ємної частки зазначених фаз, а це дає можливість змінювати їхні фізико-механічні властивості в широких границях і, тим самим, одержувати матеріали, які здатні працювати в різних експлуатаційних умовах. Дисперсне зміцнення тугоплавкими фазами, які слабко взаємодіють із матрицею, є одним з найбільш ефективних способів зміцнення [15, 16]. Однак у теоріях дисперсного зміцнення розглядається вплив часток одного розміру, у залежності, як правило, від об'ємної частки й характеру розподілу [16-18]. Тобто більшість розроблених теорій зміцнення виходять із моделі хаотичного або в чималого наявність включень одного розміру й не враховують розподіли часток по розмірах. У структурі ж реальних дисперснозміцнених матеріалів включення мають широкий діапазон розмірів. Відомо не численна низька робіт [16-17] у яких розглядається вплив ансамблю різних по розмірах часток на процеси деформації. Значний опір зношуванню при зміні швидкості ковзання досліджуваних детонаційних покрити з леговане порошку заліза обладнане наявністю дрібно дисперческих интерметалідних фаз, які стримують процеси й взаємодії дислокації, міграції між зернах границь. Зазначені фази зменшують імовірність утвору дефектів і зменшуються ступінь структурної активності. Залежність , яка з'єднує зношування із властивостями матеріалів і зовнішніми умовами тертя, установлює, що знос збільшується пропорційно навантаженню й визначається не тільки кількістю контактів хутро поверхнями, але й характером процесів на контактах. До того ж характер цих процесів суттєво залежить від навантаження. Таким чином, навантаження є одним з важливих факторів, які обумовлюють розвиток процесів зовнішнього тертя. Аналізуючи отримані експериментальні дані (мал. 3.13) можна відзначити, що характерним є незначне збільшення зносу з посиленням навантаження й вища несуча здатність (Ркр.) різнойменних пар тертя. У роботі [19] сформульовані деякі правила при виборі матеріалів для пар тертя, зокрема , вказується, що з'єднання твердих матеріалів з гартівними сталями мають високу зносостійкість у результаті малого взаємного проникнення власних поверхонь. Посилення навантаження, як відомо, обумовлює збільшення фактичної площі контакту й, відповідно, молекулярної взаємодії поверхонь. Інтенсивність зношування при цьому небагато збільшується, але, у цілому, вона не пропорційна посиленню навантаження . Це справедливо, поки значення навантаження не переходить через певне критичне значення.
Рис. 3.4.8. Залежність інтенсивності зношування детонаційних покрити від навантаження: 1 - покриття із твердого сплаву ВК15 по ВК15; 2 - покриття із твердого сплаву ВК15 по гартівній сталі 45; 3 - покриття на основі заліза по гартівній сталі 45; 4 - покриття на основі заліза по покриттю на основі заліза; 5 - покриття на основі нікелю по гартівній сталі 45; 6 - покриття на основі нікелю по покриттю на основі нікелю; 7 - зразки з гартівних сталей 45 по сталі 45; 8 - зразку з гартівних сталей 30ХГСА по 30ХГСА. Інтенсивність зношування покриття з легованого заліза (крива 3) при посиленні навантаження до 6 мПа практично не збільшується, а надалі спостерігається більш-менш рівномірне й незначне підвищення величини зносу. Таким чином, при збільшенні навантаження інтенсивність зношування покрити на основі легованого заліза небагато росте, але якісно вид зношування не змінюється. Висока працездатність згаданих покриттів у широкому діапазоні навантажень обумовлюється появою універсального явища структурної пристосованості при терті, сутність якого сформульована в роботах [15, 17]. Поверхневий шар покриття в результаті протікання пластичної деформації при терті переходить у термодинамічні не рівномірний активований стан, з якого шляхом адсорбційної, дифузійної й хімічної взаємодії з навколишнім середовищем він прагне стати пасивним. У результаті цієї взаємодії, як установлено, утворюються гетерофазні тонкі плівки - вторинні структури. Зазначені структури виявляють собою суцільну й щільну плівку складу Mn, Cr2O3, Al2O3 і борного ангідриду B2O3. Утвір вторинних структур відбувається в певному діапазоні режимів тертя при наявності динамічної рівноваги процесів активації й пасивування. Якщо в силу дії зовнішніх умов (зовнішнього навантаження) динамічна рівновага зрушується убік підвищення енергії активації, то не утворюється досить міцний і зносостійкий шар вторинних структур, якої захищає основний матеріал пари тертя від безпосередньої взаємодії, і процес тертя відбувається в умовах пошкоджуваності (виникає зв'язування). Так при наступному підвищенні навантаження до 8 мПа відбувається якісна зміна процесу зношування, яке супроводжується швидким збільшенням коефіцієнта тертя й інтенсивності зношування. На бічній поверхні зразка чітко видні кольори мінливості від темно-синього біля кромки поверхні тертя до жовтого на не напиленому торці. З величин критичних навантажень для випробуваних зразків (табл. 3.3) видне, що максимальними значеннями критичних навантажень за даними випробувань володіють детонаційно-газові покриття із твердого сплаву ВК15 і легованого заліза. Таблиця 3.4. Значення критичних навантажень досліджуваних покрити.
Значення критичних навантажень для гартівних сталей значно менше. При терті зразків з гартівних сталей (криві 7 і 8, мал. 3.13) процеси, що ушкоджується супроводжуються інтенсивним зкріпленням і виявлені більш характерно. Також спостерігається їхня інтенсифікація при збільшенні навантаження. У роботі [17] підкреслюється, що знос не можна зв'язувати з певної одним властивістю плівки окисла. Знос визначається комплексом властивостей, зокрема , крихкістю, твердістю, міцністю зв'язки плівки окисла з поверхнею основного металу. Для покрити на основі легованого заліза до навантаження 6 мПа основним процесом є механохімічне зношування. Механізм його полягає в безперервному утворі й руйнуванні на поверхнях тертя шарів твердих розчинів кисню в залозі й суміші різних типів хімічних сполук кисню з Fe, Cr, Mn при гнітючій наявності (за даним рентгенофазового аналізу) окисла Fe3O4 і Mn5O4. Збільшення інтенсивності зношування покриття при навантаженні 6 мПа зв'язане за даними рентгеноструктурного аналізу із гнітючим утвором у плівках вторинних структур окисла г-Fe2O3. При наступному росту навантаження до 7 мПа плівки окислів руйнуються більш інтенсивно (мал. 3.12). Коли навантаження росте до 8 мПа разом з утвором і руйнуванням плівок окислів, усе більш помніть значення в процесі зношування починає робити зв'язування. З наступним збільшенням навантаження, зв'язування розбудовується усе більш активно в результаті збільшення фактичної площі контакту трибоповерхні в результаті великого ступеня пластичної деформації мікро обсягів поверхневого шару. Можна відзначити, що інтенсивність зношування й сила тертя менше, якщо поверхневий шар окисла містить окисел Fe3O4 і Mn5O4, а не Fe2O3 і Mn2. Інтенсивність зношування гартівних сталей значно перевищує інтенсивність зношування детонаційно-газових покрить. Продукти зносу, які утворюються в цьому випадку, виявляють собою темно-бурий порошок окислів із гнітючою наявністю Fe2O3. На мал. 3.12 наведені залежності коефіцієнтів тертя від нормального навантаження. По даним мікроструктурного аналізу поверхонь тертя спостерігається зменшення коефіцієнта тертя, тому що він залежить від складу й властивостей плівок окислів і при росту навантаження створюються зона механохімічного зношування. Тобто виникає більш інтенсивний розвиток окисних процесів при збільшення навантаження й, відповідно, температури.
Рис. 3.4.10. Залежність коефіцієнтів тертя детонаційно-газових покриттів від навантаження: 1 - покриття на основі Fe; 2 - покриття із твердого сплаву ВК15; 3 - покриття на основі Nі. При збільшенні навантаження підвищується ступінь не гомогенності деформації, збільшується розмір продуктів зносу, у процес притягаються глибинні поверхневі обсяги. Сили тертя, які обумовлені деформацією й руйнуванням, збільшуються повільніше чому нормальне навантаження. Певні значеннях навантаження (Pкр), як вказувалося, дуже сприяють, що ушкоджується, яка викликає стрімке збільшення сил і коефіцієнтів тертя. Таким чином, характер зміни коефіцієнтів тертя зі збільшенням контактного навантаження обумовлюється основними процесами, які відбуваються при терті й зношуванні. Аналіз результатів проведених випробувань дозволяє затверджувати, що детонаційно-газове покриття системи Fe-Мn мають високі антифрикційні характеристики, які не уступають покриття із твердого сплаву ВК15. Застосування отриманих детонаційно-газових покрить як зносостійкі дозволяє розширити діапазон нормального зносу в результаті заборони процесів зв'язування за рахунок зниження рівня структурної активації, а також забезпечує мінімізацію параметрів тертя й зношування. Таким чином, детонаційні покриття з легованих композиційних порошків на основі заліза можуть бути використані у важливих важко навантажених вузлах тертя в місце покрити на основі дефіцитного нікелю або дорогого карбіду вольфраму. Триботехнічними характеристики композиційних покрити при підвищених температурах одним з важливим ознак, які характеризують постійний процес нормальної роботи вузла тертя, є сталість температури. Зміна температури, як відомо, впливає на інтенсивність процесів дифузії, швидкість хімічних реакцій і визначає протікання в поверхневих шарах матеріалу пластичної деформації, від якої, в остаточному підсумку, залежить ступінь процесу структурно-термічної активації. Таким чином, температура поверхонь тертя є важливим чинником, зміни якого приводять не тільки до зміни інтенсивності, але й виду зносу . Для експериментальних випробувань детонаційно-газові покриття на основі легованих порошків системи Fe-Мn, нікелю й твердого сплаву ВК15 напилювались, як це вже відзначалося, на кільцеві зразки. Розподіл теплових потоків, обумовлене градієнтом температур визначається не тільки теплофізичними характеристиками пар тертя, але й залежить від величини й площі, на якій вони генеруються. Отже, на умови тепловіддачі великий вплив робить коефіцієнт взаємного перекриття [9, 12]. Форма зразків і вживана схема тертя (торцева) забезпечували коефіцієнт перекриття, який рівняється одиниці. Це сприяло створенню найбільш важких умов тертя. Випробування здійснювали при постійному навантаженні 5 мПа й швидкості ковзання 0,5 м/с. Для дослідження впливу температури на швидкість процесів механохімічного зношування й зв'язування, які протікають у процесі тертя, було передбачене нагрівання зразків під час експерименту до температури 600°С. Нагрівали зразки за допомогою малогабаритного електричного нагрівача. Температуру біля поверхні тертя вимірювали за допомогою спеціальної термопари. Отримані функціональні залежності інтенсивності зношування й коефіцієнтів тертя від температури біля поверхні тертя зазначених покрити представлені на мал. 3.13 і 3.14. Найменші значення інтенсивності зношування, як видне з випробувань, мають детонаційно-газові покриття з легованого заліза. Збільшення температури практично не погіршує характеристик тертя й зносу, тому що на поверхнях тертя відбувається інтенсивний утвір структур, які мають високими антифрикційними властивостями. Примусовий підігрів інтенсифікує процеси взаємодії поверхні тертя, яка активована пластичною деформацією, з киснем повітря й у результаті чого утворюються рівномірно розподілені по поверхні тертя плівки вторинних структур. Природа їх утвору залежить від умов тертя, матеріалу пари, наявність і складу середовища в зоні контакту. При терті в нормальних атмосферних умовах на поверхні створюються тонкі плівки окислів . Згідно з даними, наведеними в роботах [18, 19], стабільність боридив і алюминида, який становить основу випробуваних детонаційних покрити, нижче, чим окислів. Продуктами окиснення боридив є окисли металу й борний ангідрид.
Рис. 3.4.11. Залежність інтенсивності зношування від температури: 1 - покриття на основі ніхрому; 2 - покриття твердого сплаву ВК15; 3 - покриття на основі Fe.
Рис. 3.4.12. Залежність коефіцієнта тертя від температури: 1 - покриття на основі ніхрому; 2 - покриття із твердого сплаву ВК15; 3 - покриття на основі Fe. Фазовий аналіз структур окислів на поверхнях тертя, виконували на установці УРС-50И, але не вдалося однозначно виявити їхній хімічний склад. Це, на думку автора, обладнане незначною товщиною структур окислів. У низьких робіт [28, 28] виражається припущення, що при підвищених температурах критична товщина плівок окислів на поверхнях тертя становить приблизно 10 км, при меншій товщині шару окислів їх захисні властивості зникають. Аналізуючи дослідження, які проведені в роботах [18, 18-19] можна допустити, що плівка окислу на робочих поверхнях складається зі шпінелі Cr2O3 • B2O3 і окислів Cr2O3, Fe3O4 і Mn5O4. У цьому випадку окисли зв'язуються борним ангідридом в аморфну плівку, яка має високі зносостійкі властивості. Наявність B2O3, як підкреслювалося, обумовлене тим, що вищі бориди хрому при взаємодії з киснем навколишнього середовища розкладаються на окис хрому й борний ангідрид, що при підвищених температурах має малу в'язкість і дуже активно взаємодіє з іншими окислами. При наступному підвищенні температури відбувається зміна складу й типу захисних плівок окислів, які утворюються. Так, зниження інтенсивності зношування й коефіцієнта тертя, виникає з того, що на поверхнях тертя по даним хімічного й фазового аналізу збільшуються ділянки, які покриті суцільною плівкою Mn5O4. У деякі роботах [19-21] вказується на взаємозв'язок між механічними властивостями плівок окислів і матеріалом, на якому вони утворюються. Чим твердіше утворюються плівки окислів і м'якше метал поверхонь тертя, тем при меншому зусиллі вони руйнуються. Захисні властивості плівок окислів суттєво залежать від товщини й складу . Окисел Mn5O4 щодо цього має деякі переваги, а саме: більш малої в порівнянні з матеріалом покриття твердістю, стабільністю кристалічних ґрат і відсутністю структурних модифікацій, високою адгезією до основи . Наступне підвищення температури при випробуванні не впливає на вид зносу. Спостерігається стійкий процес нормального механохімічного зношування, якої характеризується відносно низькими значеннями зносу й коефіцієнта тертя, а вони залежать від роботи тертя й, для даного випадку, визначаються механічними властивостями плівок окислів, їх зв'язком з основним матеріалом і здатністю до диспергування. За стехіометричним складом плівки окислів, які утворюються в процесі тертя за даних умов, виявляють собою високотемпературну модифікацію дрібно дисперческої суміші окислів Cr2O3, Al2O3, Mn5O4 і шпінелі MnСr2O4 і FeMn2. Поверхня тертя після випробувань покрити з легованих ніхрому була практично дзеркальної й відповідала шорсткості Ra = 0,32. Макроструктура й мікроструктура робочої поверхні зразка, напиленого порошком системи Fe-Mn-Cr-Al-B, після випробувань при швидкості ковзання 0,6 м/с, навантаженню 1 мПа й температурі 600°С наведена на мал. 3.15 і 3.16. Фазовий аналіз виконаний шляхом рентгенографування на установці УРС-50И в Сі-випромінюванні показав, що за складом покриття після випробувань не відрізняються від початкових. Там у процесі дифузійного насичення в обсязі однієї частки відбувається селективна дія, яка обумовлена термодинамічними й дифузійними характеристиками, між складеними елементами порошкового матеріалу й елементами, які дифундують (бор і алюміній). Так, при дифузійному насиченні порошку заліза, хрому, марганцю разом бором і алюмінієм кожна частка виявляє собою конгломерат з алюмінідів і боридних фаз. Таким чином, зносостійкість детонаційно-газових покрить з легованого заліза системи Fe-Mn-Cr-Al-B при високих температурах обумовлена як характеристиками металевих фаз напиленого шару, так і властивостями плівок окислів, які утворюються й активно перешкоджають процесам контактного зв'язування, за рахунок виключення впливу тертя на основний матеріал покриття й, відповідно, визначають високі антифрикційні характеристики трибопари. При випробуванні покрити з легованого нікелю зміни інтенсивності зношування, коефіцієнта тертя (мал. 3.4.14. а, б) при підвищенні температури більш виявлені чому в детонаційно-газових покрить з легованого ніхрому й залежать від складу й властивостей плівок окислів, які утворюються на поверхні тертя. Металографічні дослідження й рентгеноструктурний аналіз показали, що це пов'язане з утвором у процесі тертя різних типів плівок окислів, механізм руйнування яких неоднаковий. При температурах до 250°С на поверхні тертя утворюється плівка із суміші окислів Cr2O3 і б-Fe2O3, а останній при підвищенні температура до 350°С переходить у г-Fe2O3. Також при відзначеній температурі на робочій поверхні було виявлене існування ділянок окисла Mn. При наступному підвищенні температури відбувається утвір шпинельних фаз на основі борного ангідриду B2O3. Борний ангідрид активно взаємодіє з іншими окислами. Плівки, які утворюються за даних умов випробувань, запобігають адгезійній взаємодії й розвитку процесів пластичної деформації, активно знижуючи енергію трибоактировання. Цьому обумовлене протікання нормального процесу механохімічному зносу. Наступне підвищення температури при випробуванні виявляє тенденцію до росту інтенсивності зношування покрити на основі нікелю. Відомо, що інтенсивне окиснення поверхонь тертя приводить до збільшення товщини плівки окисла. У роботі [16] відзначається, що позитивний вплив окиснення поверхні тертя на її антифрикційні властивості до певного ступеня окиснення. У гетерогенних структурах при окисненні залежно від споріднення металу до кисню й швидкості дифузії металу в шарі окисла, відбувається збагачення або зубожіло плівки окислів елементами, які входять до складу покриття [17]. При даним проведеного рентгенофазового аналізу в інтервалі температур 450°С - 500°С відбувається утвір окислу Fe3O4, більш пишного й менш щільного чому г-Fe2O3. Продукти зносу виявляють собою порошок темно-бурого кольору. Відхилення від нормального процесу механохімічного зношування відбувається в результаті теплових перевантажень, які обумовлюють утвір локусів зв'язування за рахунок високого градієнта й інтенсивного збільшення температури в поверхневих шарах і породжують стан "термічної" пластичності. У процесі теплового зношування температурне поле поширюється в глибину матеріалу й у результаті нагрівання розм'якшуються контактні поверхні. При цьому інтенсифікує процес деформації поверхневого шару матеріалу покриття під плівкою окисла, яка обумовлює її руйнування й розвиток адгезійної взаємодії, яка веде до утвору металевих зв'язків. Інтенсивність зношування й коефіцієнт тертя, як випливає було очікувати, мав по даних умовах експеримента найбільші значення. При наступному збільшенні температури тепловий знос переходить у високотемпературне механохімічне зношування і яке зберігається як провідний вид зносу при росту температури випробувань до максимальної - 600°С. Зношування при цих температурах має механохімічну природу й характеризується деяким зменшенням значень інтенсивності зношування й коефіцієнта тертя завдяки високій швидкості протікання процесів окиснення на поверхнях тертя й тим самим забезпечується утвір суцільних плівок окислів. Зазначені плівки перешкоджають розвитку контактного зв'язування. Характерна мікроструктура поверхонь тертя для діапазону значень високотемпературного механохімічного зношування наведені на мал. . З наведених мікрофотографій видне, що поверхневі плівки в деяких місцях мають поперечні й поздовжні мікротріщини. Імовірно, що цей факт можна пояснити мікронапругами, які при певних випадках обумовлюють нестійкість їх пружного й пластичного стану. Тому що на границях зерен відбувається накопичення крайових дислокацій, які не встигають аналізувати , а це є причиною росту в цих місцях локальних концентрацій напруга до деякого граничного значення й утвору таким способом мікротріщин. Надалі руйнування плівок поверхневих шарів відбувається за рахунок їх м'якого викрашування з наступним видаленням продуктів зношування із зони тертя. Проведені експерименти з детонаційно-газовими покриттями в умовах повітряного середовища показали, що залежно від температури спостерігається перехід від механохімічного зношування до теплового, а від теплового - знову до високотемпературного механохімічного. Зазначений перехід обумовлюється головним чином величиною коефіцієнта дифузії, який залежить від температури. У роботі [38] підтверджується, що основним механізмом, який приводить до аномального посилення процесів дифузії, дислокаційний. Умови терть, які обумовлюють тепловий знос, сприяють прояву зв'язування, тому що збільшується пластичність і полегшує можливість контакту трибоповерхонь, а це є необхідною умовою для прояву зв'язування. Інтенсивність теплового зношування в повітряному середовищі більше чим інтенсивність механохімічного зношування, тому що, в умовах підвищених температур у зоні контакту, у силу високоенергетичних впливів на активізованих поверхнях тертя має місце твердофазна хімічна взаємодія. Такий тип взаємодії веде до утвору плівок вторинних структур, які, в умовах механохімічного зношування виявляють собою щільні й суцільні плівки окислів, а вони перешкоджають розвитку процесів контактного зв'язування й у результаті чого зменшується інтенсивність зношування й коефіцієнт тертя. Значення параметрів тертя й зношування детонаційно-газових покрить системи Fe-Mn-Cr-Al-B, які отримані при випробуваннях в умовах повітряного середовища, дозволяють рекомендувати їх для практичного використання у вузлах терть, які працюють при підвищених температурах (мал. 3.4.15). Як видне (крива 2) для покрити із твердого сплаву ВК15 при температурі 520 °С наступає зв'язування, тому що збільшення температури викликає інтенсивне окиснення карбіду вольфраму й розм'якшення єднальної основи (кобальту). Таким чином, стрімке зростання енергії термічної активації обумовлює зниження триботехнічних властивостей покриття. При цьому активно розбудовується знос зв'язуванням, а це приводить до катастрофічного процесу, що ушкоджується. Відзначена обставина обмежує можливості застосування покрити із твердого сплаву на основі вольфраму ВК15 при підвищених температурах у повітряному середовищі. На мал.3.18 наведені мікрофотографії поверхні тертя покриття із твердого сплаву ВК15. Типовим є неприпустима, що ушкоджується і яка проявляється у виникненні локальних металевих зв'язків, деформації, руйнуванні, у наслідок налипання, намазування й переносу матеріалу покриття. При такому виді зношування швидкість процесу утвори металеві зв'язків перевищує швидкість інших процесів і стає головною. Випробування детонаційно-газових покрить в повітряному середовищі при підвищених температурах довели високі зносостійкі властивості розробленого покриття. У такий спосіб детонаційно-газові покриття на основі заліза легованих Mn-Сr-Аl-В можуть бути використані у вузлах тертя, які працюють при підвищених температурах в окисному середовищі. 3.5 Визначення оптимального змісту дисульфіду молібдену в покритті Для реалізації процесу тертя з мінімальними трибо технічними властивостями була здійснена наступна гетерогенізація багатокомпонентної структури на основі легованого заліза системи Fe-Мn за рахунок додаткового додавання до складу детонаційних покритий диспергированого дисульфіду молібдену (Патент 2000021109, МК ИС23С 14/14, В22. F9/00/. В.І. Колісник, О.І. Щепотьев, М.М. Мусієнко й ін. від 25.02.2000). Визначення оптимального змісту MoS2 (керована змінна) у легованому порошку заліза щодо інтенсивності зношування, здійснювалося дослідним шляхом (мал.3.19). Виходячи з науково-методологічних положень вивчення процесів тертя й зношування й запропонованої математичної моделі паралельно проводилися виміри адгезійної міцності зчеплення (σсц) і мікротвердості (Hμ) поверхневих шарів детонаційного покриття. У результаті експерименту були отримані залежність і побудована функція відкликання:
Рис. 3.5.1. Залежність інтенсивності зношування покриття від змісту MoS2.
Рис. 3.5.2. Побудова функції відкликання (Іh) від вибраних факторів. Мінімальної інтенсивності зношування 3,5 мм3/див2*1000м відповідає зміст дисульфіду молібдену 8%(мас.), показники адгезійної міцності й мікротвердості - 98,2 МПа й 11,46 ГПа. У цьому випадку частки твердого змащення рівномірно розподілені по товщині композиційного покриття і їх кількість виявляється достатнім, щоб забезпечити його високі антифрикційні властивості. При меншій кількості дисульфіду молібдену ефект самозмазування в покритті не досягається. Покриття з більшим змістом Mos2 розпушується, його несуча здатність значно знижується. Була відпрацьована технологія одержання композиційних порошків, які містять у якості одного з компонентів диспергирований дисульфід молібдену. Частки твердого масла, як було експериментально встановлене, винні відповідати фракціям 1-6 мкм (при чистоті до 98%) змішувалися з композиційним порошком легованого заліза "мокрим" способом протягом 1,5 години. Гідності цього способу виробництва композиційної суміші для напилювання полягає колись у більш міцному зчепленні Mos2 із частками основного матеріалу, а також у більш сильному змісті часток твердого змащення в мікрорельєфі поверхні. Суміш сушили при температурі 140-160 °С до повного видалення вологи. Розшарування основного матеріалу із твердим змащенням при цьому не спостерігалося. Приготовлені таким способом композиційні порошкові склади по режимах і методиці, описаної в другому розділі. 3.6 Дослідження триботехнічних характеристик композиційних покрити, що містять MoS2, у нормальній атмосфері Випробування на зносостійкість детонаційно-газових покриттів , що містять дисперговані дисульфід молібдену, проводили на установці УМТ-1 (схема контакту " торець-торець") при зміні швидкості ковзання від 0,1 до 1,0 м/с і навантаженню 5 мпа. Залежність інтенсивності зношування від навантаження досліджували при постійній швидкості ковзання - 0,8 м/с. Для дослідження сумісності матеріалів, що в задані на грузочно - швидкісних режимах тертя забезпечують стійкий прояв структурної при торканні, детонаційно-газові покриття з MoS2 випробували, як в однойменних парах тертя, так і в парах з гартівними сталями 45,ХВГ, 30ХГСА й бронзою Бр ОЦС-6-6-3. Вплив швидкості ковзання на інтенсивність зношування, коефіцієнт тертя й температуру в контактній зоні покрити, що містять тверде змащення, представлену на мал. 3.6.1.
Рис. 3.6.1. Вплив швидкості ковзання на інтенсивність зношування, коефіцієнт тертя й температуру покрити системи Fe-Мn із уведенням Mo2:1 - інтенсивність зношування; 2 - коефіцієнт тертя; 3 - температури. Як видне, що незважаючи на підвищення температури в зоні тертя, збільшення швидкості ковзання приводить до зниження інтенсивності зношування й коефіцієнта тертя. На всьому діапазоні швидкостей ковзання коефіцієнт тертя перебуває в межах 0,15 - 0,06. Існують багато гіпотез, які пояснюють низьке значення коефіцієнта тертя мастильних матеріалів і, зокрема , Mo2. У роботі [15] запропонована модель механізму мастильної дії, відповідно до якої антифрикційність твердих ламелярних речовин залежить від енергії зв'язку між площинами, характеру адсорбційної взаємодії, яка визначає зміна поверхневої енергії. Однак виражені припущення недостатні для пояснення всього різноманіття відомих експериментальних фактів (наприклад ефекту "аномально низького" тертя MoS2). Аналіз існуючих вистав про механізми тертя ламелярних твердих мастильних матеріалів і даних експериментальних досліджень дозволили затверджувати, що поверхнева енергія площин базису (0001) дисульфіду молібдену вкрай мала, а взаємодія між окремими шарами S-Mo-S дуже слабке. Звідси випливає, що дисульфіду молібдену винний забезпечувати досить низькі значення коефіцієнта тертя без участі адсорбуючих атомів або молекул. Більше того, адсорбція в атмосферних умовах речовин, які вступають у взаємодію із сіркою, а тим більше з атомами опозиційно розташованих шарів сірки, винна стримувати переміщення шарів друг щодо друга. Численні експериментальні дані представляють таку точку зору. Так, відомо, що на відміну від графіту, дисульфіду молібдену володіє у вакуумі вищими антифрикційними властивостями . На нашу думку , є розбіжності в описі основного механізму мастильної дії ламелярних матеріалів не перебувають у протиріччі, а скоріше підтверджують більшу складність розглянутого синергетичного явища. На рис. 3.6.2 представлена залежність мікротвердості покриття від змісту MoS2. Однак, незважаючи на те, що введення диспергованих часток MoS2 до складу покриття знижує мікротвердість, зносостійкість його суттєво росте. Таким чином, максимальна твердість не завжди відповідає високої зносостійкості. Тому що зносостійкість у переважній більшості випадків виявляє собою інтегральну характеристику складної взаємодії різних факторів у процесі тертя.
Рис. 3.6.2. Залежність мікротвердості покриття від змісту MoS2. Утвір плівки MoS2 у процесі тертя супроводжується заповненням нерівностей, завдяки чому збільшується загальна контактна поверхня. Металографічне вивчення зовнішнього вигляду поверхні тертя показало, що при цьому формується шар мастильної плівки MoS2, у самих тонких поверхневих шарах, які відбувається інтенсивна й спрямована пластична деформація. На далі, внаслідок комплексу скороминучих динамічних процесів контактної взаємодії, під впливом локальних температур і лещат утворюється гетерогенна структура. Вона складається з м'якої плівки дисульфіду молібдену й твердих фаз складених окислів металів, які входять до складу покриття (Cr2O3, Al2O3, Fe3O4). Таким чином, частки окислів, втілюючись до м'якої ламелярної структури MoS2, викликають різке припинення й запобігають їхній пластичній деформації. Що, у свою чергу, обумовлює стрімке зниження рівня енергії трибоактивації. Мікрофотографія розподілу MoS2, знята в рентгенівських променях на мікроаналізаторі "Самека" моделі МS-46, наведена на мал. 4.6. Частки твердого масла розподіл достатній рівномірно. Стабільність здійснення ефекту самозмазування в процесі тертя досягається внаслідок поновлення шару тертя масла за рахунок Mos2, який вході до складу матеріалу покриття. Дослідження показали, що локалізація пластичної деформації в процесі тертя йде в самих тонких поверхневих шарах плівок і виявляє собою структури на зразок "луска" з товщиною 2-5 мкм. Відповідно до принципів термодинаміки, взаємодії під час тертя йдуть у мінімальних обсягах, у цьому випадку - тонких плівках зі структурою типу "луска", які здатні до свого руйнування поглинати максимальну енергію. Рис. 3.25. Мікро рентгеноструктурний аналіз покриття в рентгенівському характеристичному випромінюванні Mos2Kб (x650). Стан, характер і властивості робочого шару, який виникає безпосередньо в процесі тертя, обумовлюється процесами диспергировання, механіко-хімічного насичення частинами окислів, інтерметалідів, їх змішумання з матеріалами твердого масла й утвором нових фаз, з характеристиками й структурою, яка аналогічна зміцненим-дисперсно-укріпленим матеріалам. Таким чином, у період постійного процесу механіко-хімічного тертя, який характеризується мінімальними коефіцієнтами тертя й зносу. Поверхневий шар, який розділяє трибоповерхню , складається із дрібнодисперсної суміші окислів металів, інтерметалідів розподілених тонкому шару твердого масла. У роботах є спроба альтернативного пояснення механізму мастильної дії ламелярних твердих масел, у якій зниження коефіцієнта тертя зі збільшенням навантаження пояснюється тим, що підвищення навантаження полегшує умови для найбільш сприятливої орієнтації часток MoS2. Дана залежність, обумовлена силами міжмолекулярної взаємодії: збільшення навантаження тягне зближення молекул MoS2, що веде до росту сил відштовхування й, як наслідок цього, до зниження опору при зрушенні. У дослідженні навпаки, констатується, що при підвищенні навантаження коефіцієнт тертя по твердій плівці MoS2 небагато збільшується. Більша працездатність вивчаємих композиційних покриттів з MoS2, досягається завдяки зменшенню рівня структурної активації поверхневих шарів, внаслідок регуляції властивостей у вторинних структур, що обладнаною затримкою знаходження кисню до поверхні, яка пластично деформується, високим ступенем орієнтації часток дисульфіду молібдену в процесі тертя. А також, особливістю структури покриттів і, як наслідок, високої локалізації пластичної деформації в надтонких шарах твердого масла. На мал. 3.27 наведена електронна світлина вторинної структури на покритті з легованого заліза з MoS2. Вторинна структура гетерогенна, характер розподілу дисперсних включень сорочечний і має орієнтацію в напрямку вектора швидкості ковзання. Ця обставина є підтвердженням того, що при формуванні вторинних структур вирішальну роль відіграють процеси структурної активації. По своїй будові дана структура близька до структури дисперсно-зміцненого композиційного матеріалу. Як відомо, такі матеріали мають унікальне з'єднання високої пластичності, міцності й мають високу стабільність характеристик в умовах експлуатації. Таким чином, введення диспергованого дисульфіду молібдену до складу композиційного покриття з легованого заліза забезпечує ефективне змащення поверхонь у контакті. На трибоповерхнях утворюється захисна плівка на основі MoS2, які в процесі тертя постійно відновляється й обновляється. Наявність поділяючий плівки твердого масла забезпечує мінімізацію триботехнічних параметрів і належний рівень антифрикційних характеристик покриттів, які досліджувалися. 3.7 Оцінка рівня залишкових напруг у поверхневих шарах досліджуваних покрити Покрити який формуються при детонаційно-газовому напиленні мають складну геометрію структурних складових і насичені неоднорідністю. У процесі напилення виникають термічні й структурні напруги, які створюють певний стан покриття. Тобто такі покриття відрізняються від компактних матеріалів дуже складною геометрією структурних складових. Напилення викликає виникнення цілого ряду неоднорідностей, таких як внутрішні границя п'яти типів, порушення стехіомерії складу, фазові розбіжності багатьох часток. Крім того, має місце деформація часток, яка супроводжується дробленням периферійних зон. При цьому кількість структурних дефектів, їх загальний вплив на характеристики залежить головним чином від фізико-хімічних властивостей порошкових матеріалів і умов нанесення покрити, а визначальної стає залежність міцності й пластичності від товщини покриття. Тому що процеси детонаційно-газового напилення характеризуються широким діапазоном швидкостей охолодження послідовних потоків часток, які формують покриття. Швидкість охолодження перших шарів, які осаджуються, - 106-108°С шари, що випливають, осаджуються на розігріті до 200-350 С напилюванні поверхні й прохолоджуються з меншою швидкістю. Температурні градіенти викликають термічні напруги, що з одного боку, з'єднуються з навантаженнями, які викликані розбіжностям коефіцієнтів термічного розширення, а, з іншого боку, виникненням навантаження, що обумовлені структурними перетвореннями, зміною питомих обсягів фаз при поліморфних переходах, дифузією й хімічними реакціями. Крім того, швидкість охолодження також є однією із причин структурної неоднорідності й появи дефектів. Таким чином, поверхневе руйнування покрити може відбуватися під впливом не тільки напруга, що виникають у процесі пружно-пластичний деформації при терті, але й залишкових напруг, що виникають у покриттях у процесі його формування. У цілому можна допустити, що напилення покрить з'єднане з реалізацією певного напруженого стану, який обумовлює експлуатаційні можливості всієї системи тертя. Як показує аналіз умов роботи деталей машин з покриттями, втрата працездатності відбувається в основному не від несумісності системи покриття - навколишнього середовища - покриття, а завдяки руйнуванню покриття, за розрахунків утвір поверхневих тріщин . При дослідженнях покрити на відрив величина й розподіл залишкових напруг значною мірою впливають на зниження міцності зчеплення , а характер руйнування є функцією властивостей досліджуваного покриття. 3.8 Величина й рівень технологічних залишкових напруг і їх вплив на зносостійкість напилених покриттів Рівень залишкових напруг є в багатьох випадках важливим параметром, який визначає якість детонаційно-газових покрить. Так, при дослідженні на відрив наявність цих напруг значно впливає на зниженні міцності зчеплення . Визначення міцності зчеплення покрити, як відзначалося, робили за допомогою спеціальних зразків, які складаються із втулки й штифта . Після попередньої підготовки поверхні (піскоструминної обробки й знежирення) напиляють покриття. Потім звільняють фіксуючий гвинт і відриваються штифт від покриття. Знаючи силу відриву й площа торця штифта, визначають міцність зчеплення (рис. 3.8.1). У якості - підбивки була використана сталь 45.
Рис. 3.8.1. Залежність міцності зчеплення від товщини напилюваного покриття. Збільшення товщини покриття до 0,18 - 0,20 мм веде монотонного збільшенню зусилля, яке необхідне для відриву штифта, і після досягнення величини 100 мПа наступне наростання товщини супроводжується зменшенням міцності зчеплення. Причини, які приводять до наявності максимуму на кривій бсц=f(д), на наш погляд, обумовлюються тим, що в області малих товщин має місце, переважно, когезійне руйнування. Таким чином, значення, отримані при іспитах, у певної мерові відбивають не міцність зчеплення, а міцність самого покриття, підтверджуючи тим самим, що при детонаційному напиленні ступінь взаємодії близький до одиниці . Мала товщина напиляного шару (0,1 мм) викликає прорив покриття, при збільшенні товщини міцність зчеплення небагато росте, але залишається незначної й при іспитах має місце деформація напиляного шару над штифтом, його прогин і розтріскування. У результаті росту товщини покриття відбувається придушення цих явищ, яке виражається в збільшенні фіксуємої при іспитах міцності. У той же час збільшення товщини покриття супроводжується наростанням внутрішніх напружень у системі покриття - основа, результатом чого є зниження міцності зчеплення. І руйнування при цьому, як правило, носить адгезійний характер. Таким чином, працездатність і довговічність детонаційних покрити залежить від величини й характеру розподілу залишкових напруг. Високі значення залишкових напруг є причиною появи або мікротріщин відшарування покрити. Однак, незважаючи на формальну ясність основних фізичних процесів, які викликають залишкові напруги в напилюваних покриттях, тепер , хоча й існує відносно велика кількість різних залежностей, які дозволяють розрахувати залишкові напруги, застосовувати їх повною мірою неможливо через безліч допущень, які вводяться, наслідком яких є неточність обчислень. У науково-дослідних роботах, присвячених характеристикам детонаційних покрити, дуже обмежені зведення про технологічні залишкові напруги, що розкривають якісні залежності зносостійкості, відсутні дані про вплив термічної обробки на їхні величини й розподілу. Структуроутворення при формуванні детонаційних покрити підкоряється загальним закономірностям, характерним для напилюємих покрить.Одним з методів вивчення, які зарекомендували себе, технологічних залишкових напруг є методом Н. Н. Давиденкова, що дозволяє визначати характер розподілу, глибину залягання й величину залишкових напруг у досліджуваних покриттях . Метод Н. Н. Давиденкова дозволяє визначити характер розподілу залишкових напруг, їх величину й глибину залягання за допомогою приладу, що дозволяє записувати зміни стріли прогину зразка в процесі невпинного підбурювання напиляного шару. Зняття шарів матеріалу здійснювалося за допомогою електролітичного травлення, склад, концентрація й режим підбиралися так, щоб швидкість травлення становила 3-5 мкм/хв, при цьому напруга на електродах відповідало 10 В, щільність струму - 15 А/дм2, а температура електроліту 25 °С. Склад електроліту - 850 див3 фосфорної кислоти (питома вага 1,56), 150 див3 - сірчані кислоти (питома вага 1,89) і 50 м хромового ангідриду. Поверхні зразка, які не повинні піддаватися травленню, захищалися сумішшю парафіну й каніфолі (2:1). Невпинний запис прогину здійснювався за допомогою індуктивного датчика й передавалася на самопис БВ-662, де фіксувалася залежність прогину від часу. Наконечник датчика опирався на корундову пластину - опору діаметром 4 мм і товщиною 1,5 мм Досліджувані залишкові напруги значно змінюються в межах поверхневих шарів. У цьому випадку для одержання належної точності потрібно послідовне видалення дуже тонких шарів. Ініційоване цим видаленням перерозподіл напруг викликає переміщення, яке можна замірити, а потім обчислити залишкові напруги в питомій частині. Дуже важливим є також точне обчислення величин. Зразки для визначення залишкових напруг мали форму пластин з розмірами: товщина - 2-3 мм, ширина 10-12 і довжина 50-60 мм У дослідженнях визначалися напруги 1 роду - макронапруги, які виникають у детонаційних покриттях у результаті взаємодії різних технологічних факторів при його формуванні. При детонаційно-газовому напиленні покрити, що рухаються з великою швидкістю частки, нагріті до високої температури, послідовно нашаровуються після кожного пострілу спочатку на поверхню основи, потім на вже нанесені частки, що значно остигають. У процесі напилювання значного підвищення температури не відбувається, що тому прохолоджуються після удару частки стискуються більше, ніж метал основи, у результаті цього при нормальній температурі в напиляному гетерогенному шарі покриття виникають технологічні залишкові напруги, що залежно від ряду факторів можуть бути що розтягують, що стискають або ж змінними за знаком. 3.9 Розподіл технологічних залишкових напруг по товщині детонаційних покрити У результаті досліджень були визначені й проаналізовані розподіли залишкових напруг по товщині композиційних покрити на основі нікелю й заліза. Відповідно до методики іспитів для побудови однієї кривій розподілу напруг по глибині покриття було досліджено по трьом зразка, тому що розкид даних усередині однієї партії в значній мірі залежить від напляємих матеріалів. Найменший розкид при іспитах мали зразки з композиційним покриттям на основі карбідів, а найбільший розкид усередині партії відповідав покриттям на основі нікелю й заліза. Природно допустити, що менший розкид напруг усередині партії покрити на основі карбідів обумовлений протіканням активних дифузійних процесів у цій композиції, яка підтверджується результатами структурних і фазових досліджень. Відповідно для композицій на основі нікелю й заліза навпаки, їхні матеріали найбільш чутливі до технологічних параметрів детонаційно-газовому напилюванню. Для детонаційних покрити на основі заліза й нікелю залежність залишкових напруг характеризується високими значеннями, які розтягують, у результаті утвору нових структурних фаз, які відрізняються питомими обсягами, що й приводить до виникнення напруженого стану областей, зайнятих знову утворювалися й пов'язаними з ними фазами. Напруги, що виникають у результаті зміни обсягів фаз, градієнтів концентрації елемента, який дифундує, можуть також досягати - величин, при яких з'являються пластичні або деформації тріщини . Необхідно підкреслити, що в більшості випадків експлуатації варто прагнути до напруг стиску в покриттях як найбільш безпечним. На рис. 3.9.1 представлені графіки розподілу залишкових напруг покрити на основі заліза. Максимум залишкових напруг небагато зміщений від поверхні усередину покриття. Зі збільшенням товщини покриття величина залишкових напруг росте. Зі збільшенням глибини залягання залишкових напруг їх величини зменшуються.
Рис. 3.9.1. Розподіл залишкових напруг у покриттях на основі заліза залежно від товщини: 1 - 100 мкм; 2 - 200 мкм; 3 - 300 мкм. Зразки, напилені композиційним порошком на основі нікелю, також досліджувалися залежно від товщини покрити, що становила 200, 300, 400 і 500 мкм. Іспиту цієї партії зразків показало, що в зразках при всій товщині покрити спостерігається залишкова напруга, що розтягують. Як випливає з графіків характеру розподілу залишкових напруг, максимум залишкових напруг перебуває на деякій відстані (40-80 мкм) від поверхні. Зі збільшенням глибини їх залягання, після максимуму, різко падає. Поблизу основи зразка величина напруг сходить на немає. Глибина залягання, в основному, відповідає товщині покриття. Таким чином, величина залишкових напруг значно росте при збільшенні товщини напилюваних покрить. 3.9.1 Вплив термічної обробки на величину й розподіл залишкових напруг у покриттях Однієї з найбільш доступних і ефективних в умовах виробництва технологічних операцій для зняття залишкових напруг є термічна обробка - відпалу, у результаті якого змінюються величина й характер розподілу залишкових напруг, Зміна в розподілі тем помітніше, чим вище температура відпалу. Відпал досліджуваної партії зразків проводився при температурах 300, 400 і 600 оC. Характер розподілу залишкових напруг після відпалу при температурі 300 оC представлений на малюнку. Величина напруг помітно зменшилася, особливо різко зменшуються напруги в покриттях більших товщин. Крім того, у покриттях малих товщин зі збільшенням глибини залягання залишкові напруги, що розтягують, переходять у стискаючі. Глибина залягання залишкових напруг також в основному відповідає товщині покриття. Характер розподілу залишкових напруг після відпалу при температурі 400 оC змінюється ще більше (малий.5.6). У цьому випадку величина напруг продовжує зменшуватися й при товщинах покрить менш 0,5 мм вони переходять у стискаючі. Величина стискаючих напруг тим більше, чим менше товщина покриття. Зі збільшенням глибини залягання величини напруг зменшуються й поблизу поверхні сходять на немає.
Рис. 3.9.1.2. Розподіл напруг після отжига (400 оС). Товщина: 1-200 мкм; 2-300 мкм; 3-400 мкм; 4-500 мкм. Підвищення температури отжига до 600 ºС приводить до наступного перерозподілу залишкових напруг у бік зменшення їх абсолютної величини. Це презентовано на рис. 3.9.1.3. Зменшилися залишкові напруги, що розтягують, при більших товщинах, зменшилися майже вдвічі стискаючі напруги. Таким чином, при цій температурі відпалу величина напруг у порівнянні з не відпаленими зразками набагато нижче. Рис. 3.9.1.3. Розподіл напруга після отжига (6ОО ?С). Товщина: 1-200 мкм; 2-300 мкм; 3-400 мкм; 4-500 мкм. Знак залишкових напруга багато в чому залежить від з'єднання коефіцієнтів термічного розширення матеріалів основи й покриття [206]. Коли коефіцієнт термічного розширення напилюваного матеріалу рівняється або більше коефіцієнта термічного розширення основи, у напиленому покритті виникають залишкові напруги, що розтягують. В інших випадках можуть виникати стискаючі залишкові напруги. При напилюванні покриття на основі заліза зразок з вуглецевої конструкційної сталі 45 різниця в коефіцієнтах термічного розширення незначно. Ніж тонше шар покриття, тем менше різниця в прилягаючих шарах покриття й основи. Отже, зі збільшенням товщини напилюваного шару буде, в основному, виявлятися різниця в коефіцієнтах термічного розширення в розмірах нагрітих і охолоджених часток і у вже напилюваних шарах, що значно остигають. Тому зі збільшенням товщини покриття залишкові напруги ростуть. Це погодиться з розподілом залишкових напруг. Термічна обробка зразків при різних температурах приводить до перерозподілу залишкових напруг. Зі збільшенням температури відпалу характер розподілу залишкових напруг змінюється. Спостерігається помітне зменшення залишкових напруг спочатку в більш товстих покриттях, а потім і в більш тонких покриттях, коли напруги із що розтягують переходять у стискаючі. Як відомо, будучи важливою характеристикою стану поверхневих шарів деталей машин, внутрішні напруження розтягування знижують тимчасовий опір, а напруги стиску можуть збільшувати втомну міцність, аналогічне явище внутрішні напруження роблять на границю витривалості. Таким чином, на підставі проведених іспитів можна зробити висновок про те, що в поверхневих шарах, підданих зміцненню шляхом детонаційно-газового напилення, виникають залишкові напруги, що по своїй абсолютній величині не небезпечні для поверхневого шару з погляду його цілісності і якості. Оптимальна товщина напилюваних детонаційних покрить, відповідає максимальної зносостійкості, становить 180-250 мкм. При збільшенні товщини напилюваних покрить росту залишкових напруг можна значно знизити шляхом термічної обробки, у процесі якої напруги, що розтягують, переходять у стискаючих, що позитивно відбивається на експлуатаційний характеристиках покрити. Розділ 4. Охорона праці 4.1 Небезпечні й шкідливі виробничі фактори під час напилення композиційних матеріалів Процес напилення матеріалів супроводжується такими виробничими факторами як: а) Фізичні: - рухомі частини виробничого обладнання; - рухомі вироби, заготовки, матеріали; - підвищений рівень шуму на робочому місці; - гострі кромки, задирки і шорсткість на поверхнях заготовок, інструментів та обладнання. б) Хімічні: утворення токсичного пилу. При використанні технології напилення композиційних матеріалів мають місце такі виробничі фактори, що можуть привести до отримання травм через необережність та недостатню освітленість робочого місця. Рівень шуму від приладу напилення композиційних матеріалів не перевищує гранично допустимого рівня шумового забруднення, але, через наявність детонаційного вибуху в умовах виробництва, рівень шуму на робочому місці складає 90 дБ. Рівень шуму є досить високим для створення дискомфортних умов праці та може призвести до втрати слуху. Шум є постійним фактором, якого не можна уникнути. Утворення пилу, при напилення композиційних матеріалів, що в своєму складі мають токсичні складові (малонебезпечні та помірнонебезпечні) є постійним фактором. Наявність шкідливих речовин в повітрі робочої зони при наявності справної вентиляції не перевищує норми. 4.2 Технічні й організаційні заходи щодо зменшення рівня впливу небезпечних і шкідливих виробничих факторів при роботі з підвищення зносостійкості деталей Для уникнення травматизму приміщення та обладнання повинно триматися в чистоті і порядку, не допускаючи нічого зайвого, що заважає на робочому місці, а також в проходах і проїздах цеху де розміщене обладнання. Деталі та заготовки слід тримати в стійкому положенні на підкладках і стелажах, висота штабелів не повинна перевищувати півтори ширини чи півтора діаметра підставки штабеля і у всіх випадках не повинна бути більше 1 м. Також необхідним є дотримання обережності та уваги при роботі з приладом напилення композиційних матеріалів, що встановлений на токарному станку. Освітлення робочого місця повинно бути справним. При використанні люмінесцентних ламп для освітлення приміщення, частини обладнання, що обертаються повинні бути підсвічені лампами розжарювання. Для уникнення ураження електричним струмом при роботі та проведені профілактичних операцій на устаткуванні електроіскрового легування необхідно застосовувати гумові рукавички та килимки. Використання заземлення та занулення установки напилення композиційних матеріалів є обов’язковим для унеможливлення отримання електротравм. Наявність суттєвого шумового забруднення при виробництві з використанням технології напилення композиційних матеріалів вимагає використання робочим персоналом шумозахисних навушників, шумозахисних екранів та за можливості обмежити час перебування персоналу в робочій зоні за рахунок використання автоматизованих виробничих ліній. При напиленні композиційних матеріалів в повітря робочої зони виділяється аерозолі та пари таких шкідливих речовин як оксиди алюмінію, титану, нікелю, міді, цинку та інших речовин, що відносяться до малонебезпечних та помірнонебезпечних речових. Концентрація цих речовин одно направленої дії при їх одночасній наявності в повітрі робочої зони неповинна перевищувати ГДК. Сума відношення вмісту кожного з них та їх ГДК неповинна перевищувати одиниці. Так як наявна система вентиляції виробничого приміщення сприяє дотримання цих вимог, додаткові заходи для безпеки робочого персоналу непотрібні. 4.2.1 Розрахунки занулення електроустановок Під час роботи з підвищення зносостійкості деталей усі установки живляться від електричної напруги, а отже персонал, який працює біля установок можуть одержати електротравми зокрема - безпосереднє доторкання до струмопровідних частин електроустановок під напругою. Таке доторкання може відбутися при несправності пристроїв, які обгороджують, при помилкових діях персоналу, якщо роботи виконуються поблизу або безпосередньо на струмопровідних частинах, які перебувають під напругою, а також з появою напруги (у результаті помилкової подачі) на колись відключених електроустановках і ділянках мережі. Адже буде доцільно в даній роботі усунути небезпеку поразки людей електричним струмом при пробої на корпус попередньо зробивши розрахунки занулення установок. Мета занулення - усунення небезпеки ураження людей електричним струмом при пробої на корпусі. Вона реалізується автоматичним відключенням установки від мережі. Монтаж заземлювальних обладнань нейтралові виконується за ГОСТ 12.1.030-81. У схемі за нульовий обов'язково може бути нульове проводу, заземлення нейтралові, вторинне заземлення нульового проводу. Нульовий провід повинен робити для струму короткого замикання коло з маленьким опором для спрацьовування захисту. Він повинен мати провідність не менш, ніж 0,5 провідності фазного проводу. Вихідні дані для розрахунків занулення: Потужність припусків:
де Обираємо трансформатор потужністю 250 кВт , тому що він допускає перевантаження до 30%. для трансформатора Р=250 кВт, Zт=0,312 Пусковий струм двигуна
З табл. 2.63 [10] визначаємо: Активний опір мідного кабелю:
Індуктивний опір:
Активний опір фазного проводу:
де Індуктивний опір фазного проводу:
Індуктивний опір нульового проводу:
де Зовнішній індуктивний опір кола "фаза-нуль"
при загальній довжині кола 0,15км: Повний опір:
Струм короткого замикання:
Перевірка умов надійного захисту
З номінального струму обираємо запобіжник ПН-2-250 з номінальним струмом 250 А. 4.3. Забезпечення пожежної й вибухової безпеки під час зміцнення деталей При технологічному процесі зміцнення деталей основними джерелами пожежі або вибуху відповідно ГОСТ 12.1.010-76 можуть бути: - гарячі деталі, які зміцнюємо лазером або напилюванням. Профілактикою пожеж і вибухів у цьому випадку є посилений контроль над своєчасним охолодженням деталей і станом температури поверхні, тобто контроль над дотриманням правил роботи з установками й пожежної безпеки; - перенавантаження (перегрів) електричних засобів (неправильний вибір перетинання проводів електромереж і добір електроустаткування, електродвигунів і світильників, несправність в електромережі, електроустаткуванні, відсутність або несправність заземлення) що викличе нагрівання струмопровідних частин, загоряння їх ізоляції й у результаті запалення різних горючих матеріалів, які зустрічаються з ними; неякісне виконання з'єднань електричної проводки; перевантаження різних електричних обладнань (електродвигуни, генератори, трансформатори, реле, розподільні обладнання й т.п.), що приводить до їхнього нагрівання, і так, до можливого загоряння; несправне охолодження електроприладів, неправильне його включення; коротке замикання, іскріння на колекторі або кільцях електродвигуна й генераторів, також в обладнаннях включення й вимикання; надмірний знос підшипників електромашин, у результаті чого може відбутися або перегрів підшипників, або заклинювання їх, а потім загоряння. Різні попереджувальні обладнання (плавкі запобіжники, реле, захисні автомати й ін.) при правильному доборі до даної електричної схеми здатні запобігти загорянню електроприладів у випадку перевантажень і короткого замикання. Виключити ці причини також можна, підсиливши контроль над суворим дотриманням правил будови електроустановок при монтажі електроустаткування й правильної їх експлуатації; - підвищений рівень статичної напруги, яка виникає від під час тертя поверхонь оброблюваних деталей і обіг складових частин оснащення й може виникнути іскровий розряд. Як уже було сказано вище, дуже ефективною профілактикою статичної напруги, а особливо для пожежної й вибухової профілактики є заземлення токарного верстата; - іскри під час загартування лазером чи при напилюванні поверхні деталей, які можуть при цьому бути прямим джерелом пожежі або вибуху. Використання захисних екранів, недопущення протікання оливи в можливих місцях виникнення іскор і бажане застосування як охолодні рідини не горючих рідин; - необережне поводження з вогнем (паління й застосування відкритого вогню в заборонених місцях, залишення без відходу електронагрівальних приладів). Для усунення цих причин необхідно підвищувати виробничу дисципліну, установити суворий протипожежний режим. Приміщення й устаткування повинні постійно утримуватися в чистоті й систематично очищатися від горючого сміття, відходів виробництва. У приміщеннях на видних місцях повинні бути встановлені таблички із вказівкою порядку виклику пожежної охорони, знаки місць розміщення первинних засобів пожежогасіння. Також повинні бути розроблені й вивішені на видних місцях плани (схеми) евакуації людей на випадок пожежі. Протипожежні системи, установки, устаткування приміщень (протидимовий захист, пожежна автоматика, протипожежне водопостачання, протипожежні двері, клапани, інші захисні обладнання в протипожежних стінах і перекриттях і т.п.) повинні постійно утримуватися в справному робочому стані. Розділ 5. Охорона навколишнього середовища 5.1 Загальні загрози екологічної безпеки Джерела забруднення навколишнього середовища та їх вплив на довкілля Виробнича діяльність людства має наслідком не тільки виробництво певних благ і послуг, а й виникнення відходів, що супроводжують як виробництво, так і життєдіяльність людини. Забруднення атмосфери є одним із багатьох факторів, що впливають на довкілля. Забруднення атмосферного повітря спричинене природними - можна поділити на два типи: 1) природне ; 2) антропогенне – спричинене викидами різноманітних забруднюючих речовин у процесі діяльності людини. Антропогенне забруднення за масштабами і впливом на навколишнє середовище та живих істот постійно зростає і на сьогодні суттєво перевищує природне забруднення. Існують три основні штучні джерела забруднення атмосфери: 1) викиди промисловості, що містять окис вуглецю (спалювання твердих відходів, вихлопні гази автомобілів, викиди підприємств); сірководень, сірковуглець (виготовлення штучного волокна, цукру, нафтопереробні заводи); сірковий ангідрид (хімічні підприємства, кольорова та чорна металургія, ТЕЦ); високотоксичні фтористі сполуки (сталеплавильні, алюмінієві заводи, виробництво скла, фосфорних добрив); 2) аерозольне забруднення (вугільні ТЕЦ, цементні та металургійні заводи, транспорт), за певних погодних умов утворюється фотохімічний смог; 3) радіоактивне забруднення. Різноманітні впливи людини на довкілля можна об’єднати за суттю та змінами в біосфері: 1) зміни хімічного складу біосфери, кругообігу основних поживних хімічних елементів для флори і, як наслідок – балансу речовин, що її утворюють. Вони передусім пов’язані з видобутком корисних копалин, що спричиняє значну кількість відвалів та зростання кількості викидів забруднюючих речовин в атмосферне повітря, ґрунт, водні об’єкти тощо; 2) зміна структури земної поверхні – стаціально-деструктивне забруднення біосфери планети. Так, неконтрольоване (у масштабах планети) вирубування лісів, розорювання степів, будівництво штучних озер та водосховищ негативно вплинули на режим поверхневих і ґрунтових вод. До цього переліку можна додати будівництво шляхів, урбанізацію загалом, ерозію ґрунтів, лісові та степові пожежі тощо; пов’язане з порушенням балансу 3) біоценотичне забруднення біосфери різних популяцій унаслідок або нерегульованого вилову, відстрілу тварин, знищення рідкісних видів рослин, або цілеспрямованим чи ненавмисним інтродукуванням нових видів і форм живих об’єктів; 4) зміни енергетичного, у тому числі теплового, балансу окремих регіонів земної кулі і всієї планети. Зокрема, шумове, світлове, радіаційне та електромагнітне забруднення. 5.2 Нормативно-правова база регулювання екологічної безпеки Стан нормативно-методичної бази в галузі охорони довкілля є одним з важливих елементів механізму регулювання взаємовідносин суспільства з довкіллям. Нормативно-методична база охорони довкілля, зокрема, включає екологічні стандарти та керівні нормативні документи Міністерства екології та природних ресурсів. В останні роки була приділена значна увага розробці нормативних документів, що мають забезпечувати юридичну силу результатів вимірювань аналітичних підрозділів. Так, Міністерством було затверджено розроблені Технічним комітетом зі стандартизації «Охорона навколишнього природного середовища та раціональне використання ресурсів України» та науковими закладами такі керівні нормативні документи (КНД): -КНД 211.2.4.053-97 «Метрологічне забезпечення. Методи визначення складу та властивостей атмосферного повітря та викидів у нього. Загальні вимоги до розробки»; •КНД 211.1,4.054-97 «Методика визначення гострої токсичності води на ракоподібних»; •КНД 211.1.4.055-97 «Методика визначення гострої летальної токсичності води на ракоподібних»; •КНД 211.1.4.056-97 «Методика визначення хронічної токсичності води на ракоподібних»; •КНД 211.1.4.057-97 «Методика визначення гострої летальної токсичності води на рибах»; •КНД 211.1.4.058-97 «Методика визначення гострої токсичності води на водоростях»; •КНД 211.1.4.059-97 «Методика визначення токсичності води на інфузоріях»; •КНД 211.1.4.060-97 «Методика визначення токсичності води на бактеріях»; •КНД 211.0.0.061-97 «Метрологічне забезпечення. Оцінка стану вимірювань у галузі охорони навколишнього природного середовища та раціонального використання природних ресурсів»; •КНД 211.2.4.062-97 «Метрологічне забезпечення. Внутрішній та зовнішній контроль якості вимірювань складу і властивостей проб викидів забруднюючих речовин в атмосферне повітря». Екологічну паспортизацію було запроваджено з метою оздоровлення екологічної ситуації. Згідно з ГОСТ 17.0.0.04-90 "Екологічний паспорт промислового підприємства" метою екологічної паспортизації є: — встановлення кількісних та якісних характеристик природокористування (сировини, палива, енергії), а також кількісних та якісних характеристик забруднення природного середовища викидами, стоками, відходами, випромінюваннями; — отримання питомих показників природокористування та забруднення довкілля підприємством, котрі дозволяють аналізувати використовувані підприємством технології та обладнання порівняно з кращими вітчизняними і зарубіжними взірцями, а також відомості про шкоду, що завдається підприємством. За результатами екологічної паспортизації підприємств оцінюють вплив викидів, відходів забруднюючих речовин на навколишнє середовище та здоров'я населення, а також визначають плату за природокористування та плату за забруднення довкілля; встановлюють підприємству гранично допустимі норми викидів, скидів, відходів забруднюючих речовин, планують природоохоронні заходи та оцінюють їхню ефективність; здійснюють експертизу проектів реконструкції підприємств; контролюють та оцінюють рівень дотримання підприємствами законодавства, норм та правил в галузі охорони природи; реалізують заходи щодо підвищення ефективності використання природних ресурсів, енергії та вторинних ресурсів. При проектуванні нових підприємств або при реконструкції існуючих екологічний паспорт складає проектна організація. Екологічний паспорт погоджують з місцевими органами охорони природи та його відділами (охорони атмосферного повітря, водних ресурсів, земельних ресурсів, рослинного та тваринного світу). Паспорт затверджує керівник підприємства, котрий відповідає за його оформлення та достовірність даних, що містяться в ньому. Процес екологічної паспортизації неперервний. Вона проводиться періодично за будь-яких змін технології, під час реконструкції підприємств та при освоєнні нової продукції. При складанні екологічного паспорта використовують основні показники виробництва, результати інвентаризації викидів забруднюючих речовин в атмосферу, норми гранично допустимих або тимчасово погоджених викидів, дозвіл на природокористування, результати інвентаризації стоків, норми гранично допустимих або тимчасово погоджених стоків, паспорт газоочисного обладнання, паспорт водоочисного обладнання, класифікатори галузей, підприємств, статистичні звітні документи (звіти про охорону атмосферного повітря, про використання води, звіт про рекультивацію земель, зняття та використання природоохоронного шару землі, відомість інвентаризації токсичних промислових викидів, що підлягають використанню, знезараженню та захороненню, про утворення, використання вторинної сировини, про виконання плану перевезення або виробництва продукції, про поточні видатки на охорону та раціональне використання природних ресурсів; журнали обліку роботи котелень, газоочисного та водоочисного обладнання тощо), стандарти в галузі охорони природи і поліпшення використання природних ресурсів та інші нормативно-технічні документи. Структура та зміст екологічного паспорта: титульний лист; загальні відомості про підприємство та його реквізити; короткі природно-кліматичні характеристики району розташування підприємства, опис технології виробництва, відомості про продукцію; балансова схема матеріальних потоків; відомості про використання матеріальних та енергетичних ресурсів, викиди в атмосферу, водоспоживання та водовід ведення, відходи; відомості про рекультивацію порушених земель; про транспорт підприємства; про еколого-економічну діяльність підприємства. Розробка екологічного паспорта на підприємстві складається з таких етапів: — призначення робочої групи та видання наказу про складання екологічного паспорта; — розробка плану роботи групи та розподіл функцій між виконавцями і лінійними підрозділами з його складання; — збирання нормативно-технічної та звітної документації; — розробка балансової схеми виробництва, кількісний та якісний аналіз матеріальних потоків, визначення джерел забруднення природного середовища; — проведення інвентаризації викидів, встановлення ГДВ або ТПВ; — інвентаризація водокористування та водовідведення, а також визначення ГДС або ТПС; — інвентаризація природокористування та визначення кількісних показників сировини, матеріалів, енергії за видами продукції та питомих показників на одиницю продукції, що випускається; — інвентаризація відходів та визначення кількісних показників відходів за видами продукції і питомих показників на одиницю продукції, що випускається; — інвентаризація використовуваних земельних ресурсів та обсягів рекультивації земель; — заповнення форм екологічного паспорта. Екологічна паспортизація передбачає: — складання карти-схеми підприємства з нанесенням на неї джерел забруднення атмосфери, поверхневих вод, місць складування відходів, водозабирачів, меж санітарно-захисної зони, транспортних магістралей, зон відпочинку, пам'ятників архітектури, постів спостереження за забрудненням атмосферного повітря та скидів стічних вод; — отримання в органах охорони природи метеорологічних характеристик та коефіцієнтів розсіювання забруднюючих речовин в атмосфері міста (коефіцієнта стратифікації речовин в атмосфері, коефіцієнта рельєфу місцевості, температури зовнішнього повітря, рози вітрів, швидкості вітру); — отримання в органах Держгідромету або в місцевих органах охорони природи характеристик стану навколишнього середовища за фоновими концентраціями забруднюючих речовин; — отримання у водоканалі або в місцевих органах охорони природи характеристик водокористування за якістю води та приймачів стічних вод; — складання короткої характеристики виробництва з розробкою балансових схем матеріальних потоків з вказівкою на види вихідної сировини та проміжних продуктів (наводяться всі джерела виділення забруднень і точки їхнього контролю); — визначення даних щодо використання земельних ресурсів за результатами інвентаризації або статистичної звітності. Характеристики використання землі визначають окремо (будівлі та споруди, допоміжні виробництва, адміністративно-побутові приміщення і майданчики, сховища, звалища, накопичувачі стічних вод, озеленення, санітарно-захисні зони та інші потреби); — визначення загальної та питомої витрати сировини і допоміжних матеріальних ресурсів на кожний вид продукції на основі балансових схем матеріальних потоків та статистичних звітів; — складання відомостей за загальною та питомою витратою енергоресурсів на кожний вид продукції за даними статистичних звітів або інвентаризації. До екологічного паспорта додають розрахунок ГДВ або ТПВ, в котрому наводять характеристики, отримані за результатами інвентаризації та розрахунків викидів в атмосферу. Організованим джерелам забруднення атмосфери присвоюють номери від 0001 до 5999, а неорганізованим джерелам — від 6001 до 9999, забруднюючим речовинам присвоюють коди. Характеристики водоспоживання, водовідведення та очищення стічних вод на підприємстві визначають за даними інвентаризації, розрахунків ГДС або ТПС, статистичних звітів. До таблиць додають балансові схеми водоспоживання та водовідведення з посиланням на витрату та втрати води на кожному виробництві протягом години. Поряд із загальними показниками водоспоживання розраховують питомі норми водоспоживання та водовідведення на одиницю продукції. Вказують показники складу та властивості стічної води, температуру, біологічне та хімічне споживання кисню, водневий показник, завислі речовини, мінералізацію, токсичність. Наводять характеристики очисних споруд та водооборотних систем, а також характеристики відходів, що утворюються на підприємстві за даними інвентаризації. Екологічний паспорт затверджується після погодження з органами охорони природи. За результатами екологічної паспортизації підприємства видається наказ з додатком, в котрому міститься комплекс природоохоронних заходів на підприємстві. 5.3 Загроза екології при напилені композиційних матеріалів Автомобіль викидає три види забруднюючих речовин при роботі: відпрацьовані гази двигуна, картерні гази й паливні випари. Основними токсичними компонентами відпрацьованих газів є оксид вуглецю, оксиди азоту, двооксид сірки, і інші. Питомі викиди токсичних речовин залежать від потужності й типу двигуна, режиму його роботи, технічного стану автомобіля, якості палива. Картерні гази виникають під час роботи циліндро-поршневої групи (ЦПГ) через зношування поршневих кілець. Внаслідок цього відбувається прорив газів у картер. В даній роботі досліджуються технологічні методи підвищення зносостійкості ЦПГ, яке приведе до зниження викидів картерних газів. Розглядаючи саму технологію нанесення покриттів слід звернути увагу на такі речі, як справна, сучасна вентиляційна система. У процесі напилення в повітря викидаються шкідливі для людини сполуки, які можуть негативно відзначитися на дихальній системі організму. В такому разі у вентиляційній системі повинні бути спеціальні фільтри, які будуть здатні затримувати металеві частинки, які не потрапили чи відділилися від напилюваної поверхні. Оскільки при напиленні відсутні викиди небезпечних для здоров’я газів, то достатньо відвести вентиляцію на деяку висоту, щоб уникнути можливого збільшення концентрації викидів у житлових районах. Взагалі метод напилення матеріалів є екологічно чистим, так як використовується лише нагріті метали і відсутні шкідливі компоненти чи гази, які виникають в тих чи інших промислових процесах. Достатньо лише контролювати якість та справність фільтрів, щоб не допустити викидів великих часток металів, які із-за гостроти країв можуть пошкодити шкіру людей, котрі мешкають поблизу. Розділ 6. Безпека польотів 6.1 Безпека польотів в цивільній авіації Проблема гарантування безпеки польотів (БП) завжди визнавалася актуальною для цивільної авіації (ЦА). Це, зокрема, відображено у цілях й завданнях Міжнародної організації ЦА (ІКАО), сформульованих у статті 44 Конвенції про міжнародну ЦА, яка покладає на ІКАО відповідальність за гарантування безпечного й впорядкованого розвитку міжнародної ЦА у всьому світі. Вимоги до навчання авіаційного персоналу докладно викладені у Керівництві з навчання у галузі людського чинника (Док. 9683, AN/950, 1998). Міжнародні стандарти і рекомендована практика щодо гарантування БП містяться у Додатках до Конвенції про міжнародну ЦА: Додатку 1 – Видача свідоцтв авіаційному персоналу (2001), Додатку 6 – Експлуатація повітряних суден (2006), Додатку 8 – Льотна придатність повітряних суден (2005), Додатку 13 – Розслідування авіаційних подій та інцидентів (2001), Додатку 14 – Аеродроми (2006). Окремі аспекти гарантування БП викладені у таких документах ІКАО: Керівництво з льотної придатності (Док. 9760, 2007), у якому містяться інструктивні вказівки зі здійснення безперервної програми збереження льотної придатності (ЛП); Головні принципи врахування людського чинника при технічному обслуговуванні повітряних суден (Док. 9824), де наводиться інформація з питань контролю помилки людини й розробки заходів з нейтралізації помилок при ТО ПС; Головні принципи врахування людського чинника при проведенні перевірок організації контролю за гарантуванням безпеки польотів (Док. 9806), де наводяться інструктивні вказівки з підготовки або проведенню перевірки організації контролю за гарантуванням БП з урахуванням працездатності й обмежень людини; Проведення перевірок стану безпеки польотів при здійсненні польотів авіакомпаніями (програма LOSA) (Док. 9803, AN/761, 2002), де міститься інформація з питань контролю й керування у сфері помилки людини й розробки заходів з нейтралізації помилок в умовах експлуатації; Керівництво з розслідування авіаційних подій й інцидентів (Док. 9756, AN/965, 2000, частина I – Організація й планування, частина III – Розслідування, частина IV – Надання звітів), яке надає інформацію й рекомендації щодо процедур, практики і методах, які можуть використовуватися при розслідуванні авіаційних подій (АП) й інцидентів; Обстеження стану безпеки польотів при роботі у нормальних умовах (NOSS) (Док. 9910, AN/473, 2008), де наведені методи збору даних, перевірки достовірності даних, аналізу даних й підготовки остаточного звіту про БП при нормальній роботі, що здійснюються у межах контролю чинників небезпеки (ЧН) й помилок і є одним з інструментів керування БП, використовуваним для контролю стану БП при нормальній авіаційній діяльності; Керівництво з проведенню перевірок організації контролю за гарантуванням безпеки польотів (Док. 9735, AN/960, 2006), в якому міститься інформація й інструктивні вказівки, що стосуються стандартних процедур ІКАО перевірок організації контролю за гарантуванням БП; Керівництво з організації контролю за гарантуванням безпеки польотів (Док. 9734, AN/959, 2006), де розглянуті характеристики загальної відповідальності за організацію контролю за гарантуванням БП, визначається ряд критичних елементів, які повинні братися до уваги: основне авіаційне законодавство, конкретні нормативні акти з питань експлуатації, державна система ЦА і державні функції контролю за гарантуванням БП, кваліфікація й підготовка технічного персоналу; технічний інструктивний матеріал, інструменти й надання важливій інформації щодо БП; зобов'язання з видачі свідоцтв, сертифікації, санкціонуванню і затвердженню; зобов'язання з нагляду і вирішенню проблем гарантування БП; Небезпеки на місцях авіаційних подій (Циркуляр 315, AN/179, 2006), де розглянуто характер й види професійної небезпеки, засоби керування ризиком, обумовлених ЧН, а також необхідність застосовувати систему керування БП, яка виявляє наявні ЧН, визначає рівні дії, оцінює ризики і вводить ефективні заходи з усунення або контролю дії; Збірка матеріалів “Людський чинник” №16. Кроскультурні чинники й безпека польотів (Циркуляр 302, AN/175, 2004), в якому розглядаються пов'язані з БП культурологічні чинники в авіації; Керівництво з навчання розслідувачів авіаційних подій (Циркуляр 298), у якому викладені важливі проведення розслідувань АП, спрямовані на виявлення ЧН й попередження АП. 23 жовтня набули чинності зміни до Додатків 6, 11 й 14, які полягали у появі посилань на Керівництво з керування безпекою польотів (Док. 9859, AN/460). У цьому документі наведено узагальнений виклад сучасного підходу до БП і визначення БП: безпека польотів є стан [авіаційної транспортної системи (АТС)], при якому імовірність спричинення шкоди особам або нанесення збитку майну знижена до прийнятного рівня і підтримується на цьому або нижчому рівні за допомогою безперервного процесу виявлення ЧН та контролю чинників ризику. У 2009 році набула чинність друга редакція цього документу. У цьому документі розлого викладені питання організаційного чинника, виявлення ЧН, контролю ризику безпеки тощо. Гарантування БП реалізується на трьох етапах, кожен з яких має свої особливості: – проектування ПС, коли закладається БП; – виробництва і випробувань, коли вона забезпечується і контролюється; – експлуатації, коли БП виявляється, підтримується та підвищується. Наразі прийнято розглядати ЦА як складну соціо-технічну виробничу систему, що діє успішно або у якій можуть виникати відмови. Маючи засоби захисту, АТС вимагає для функціонування точної координації великої кількості людських й механічних компонентів. Окремі точки збоїв в АТС рідко є послідовними. Завдяки захисту авіаційні події (АП) відбуваються лише через взаємодію ряду відмов. Потрібне поєднання певної сукупності сприяючих чинників, кожен з яких є необхідним, але сам по собі недостатній для руйнування засобів захисту. Розрізняють приховані та активні відмови. Прихована відмова – результат дії або рішення, наслідки яких можуть залишатися прихованими протягом тривалого часу, мають можливості для пошкодження захисту і виявляються лише при руйнуванні захисту. Такі відмови зазвичай відбуваються на рівні ухвалення рішення людьми, які знаходяться далеко від місця та часу АП. Помилкові рішення можуть породжуватися недосконалою конструкцією устаткування, погано поставленим завданням, суперечливими цілями, некоректними стандартними експлуатаційними правилами, відсутністю підготовки, нехтуванням ЧН, бути наслідком недостатності ресурсів, проявлятися у поганому плануванні або виконанні. Деякі небезпечні рішення не можна попередити, тому необхідно їх виявляти й послаблювати (парирувати) їхніх несприятливі наслідки. Активна відмова – помилка або порушення, яке здійснює безпосередню несприятливу дію і може призводити до АП. Головна відмінність між експлуатаційними помилками і порушеннями полягає у намірі. Особа, що прагне робити все правильно, але не в змозі це зробити здійснює помилку. Помилка – це відхилення від того, що визначене правильною або належною поведінкою. Вони є природнім продуктом взаємодій людини й технології у виробничій системі та є основними чинниками більшості АП. Навіть компетентний персонал здійснює помилки. Область експлуатаційних помилок у ЦА величезна: недоліки конструкції, неналежне устаткування, недостатня професійна підготовка, недосконалі правила, неадекватні контрольні карти, керівництва тощо. Однак, дії людини не є єдиною причиною АП. При розслідуванні деяких АП було встановлено, що дії людини лише ініціювали ланцюг латентних відмов, довгий час прихованих у АТС. Засоби захисту не дозволяють, щоб одна дія стала причиною АП, якщо лише система до цієї дії не була послаблена внаслідок відключення засобів захисту. Вади системи, а також недоліки організаційного й управлінського характеру і багато інших прихованих відмов були першопричинами багатьох АП, винуватцями котрих вважали людей. Безпечна стійкість не стільки питання безпомилкової роботи, але швидше питання ефективного контролю помилок. Мільйони експлуатаційних помилок здійснюються щодня. Проте, більшість з них уловлюється захистом, і лише окремі призводять до збоїв БП. Коли захист працює, приховані й активні відмови не «проламуватимуть» його. Коли захист не працює, то наслідком є АП. Передбачити експлуатаційні помилки надзвичайно важко: неможливо передбачати усі людські слабкості. Проте розуміння експлуатаційного середовища, тобто розуміння чинників й умов, що впливають на працездатність людини на робочому місці, допомагає здійсненню ефективних заходів, які включать стратегії зменшення, захоплення і толерантності помилок. Стратегії зменшення помилок втручаються безпосередньо у джерело помилки, скорочуючи або виключаючи чинники, що здійснюють внесок до експлуатаційної помилки. Вони включають конструювання спрямоване на людину (наприклад, поліпшення доступу до компонентів ПС при технічній експлуатації), ергономічні чинники (наприклад, поліпшення освітлення, врахування при проектуванні органів керування й індикаторів характеристик людини), навчання (для скорочення порушень стандартних експлуатаційних правил), контроль рівня шуму, вібрації й температури та інших умов, що є причиною стресових ситуацій, а також розробку ефективних програм навчання, спрямованих на поліпшення взаємодії та взаєморозуміння між членами екіпажа. Стратегії захоплення помилки припускають, що помилка вже зроблена, і спрямовані на “захоплення” помилки перед появою її несприятливих наслідків (таблиці контрольних перевірок, карти завдань, контрольні карти перевірок, буфери безпеки, перехресний контроль тощо). Стратегії толерантності помилок є здатністю приймати помилку без серйозного наслідку. Вони полягають у системній надмірності – дублюванні систем на ПС, оглядах конструкції – програмах оглядів, які забезпечують можливості своєчасного виявлення дефектів, конструюванні устаткування, яке здатне виправляти помилки або може контролювати чи навіть доповнювати дії людини й поліпшувати його працездатність. Як правило, перед АП проявляються його передвісники, які часто вони стають очевидними лише ретроспективно. Хоча розслідування АП має важливе значення, проте, воно не найліпший засіб виявлення недоліків АТС, оскільки є запізнілим та дорогим. Необхідно аналізувати стан БП й виявляти приховані небезпечні умови, що можуть слугувати причиною АП. Для попередження АП необхідно: контролювати організаційні процеси – дії, над якими організація має розумний ступінь прямого контролю (розробка політичного курсу, планування, зв'язок, розподіл ресурсів, нагляд тощо); поліпшувати умови на робочому місці – чинники, які безпосередньо впливають на ефективність людей на робочих місцях (стабільність робочої сили, кваліфікація й досвід, моральний стан, довіра, ергономіка тощо); визначати приховані умови – умови, які присутні перед АП й стають очевидними завдяки чинниками, що приводять їх у дію; обмежувати активні недоліки – дії або бездіяльність людей, які здійснюють безпосередній несприятливий вплив; підсилювати засоби захисту – ресурси, які організації повинні протиставити для захисту від ризиків (правила, технології, навчання). 6.2 Технології напилення керамічних матеріалів в підвищенні надійності АНТ По причині великого обсягу пасажиропотоку, сучасні аеропорти мають дуже щільний графік роботи. Кожна рухома наземна одиниця має свої робочі коридори, за рамки яких виходити просто недопустимо. Це досягається шляхом жорсткого контролю технічного стану, та бездоганних розкладах руху. Але не можна забувати про малий, але все ж таки шанс на відмову. Цей шанс слід знижувати всіма можливими засобами. От наприклад при напиленні композиційних матеріалів, зростає загальна міцність деталей та їх зносостійкість. Тому, щоб на ЗПС, по причинах відмов двигунів, чи інших частин спец транспорту, слід застосовувати таку технологію. Взагалі таки зупинки та зсунення календарних графіків несуть грошові збитки, але при появі одразу декількох несприятливих чинників може призвести до авіаційних пригод. А це може в свою чергу призвести до людських жертв. Тому в такій галузі, як авіація слід застосовувати будь-які технології та засоби, які збільшують зносостійкість та зменшують шанс відмови як деталей так и взагалі вузлів. А представлена в роботі технологія являє собою не лише підвищення робочих параметрів, але й просте відновлення. Тому дана технологія являється не тільки як «підсилювач», але ще й просто «ремонтом» зношених деталей, і застосовуючи її можна отримати і деталь, і її вдосконалення. Висновки Аналіз нечисленних літературних джерел, які як відзначено в роботі, присвячених дослідженням триботехнічних властивостей детонаційних покриттів, дозволяє укласти, що найбільше промислове застосування, особливо в важко навантажених і відповідальних вузлах тертя, одержали детонаційні зносостійкі покриття на основі карбіду вольфраму, кобальта й нікелю, які, як відомо, ставляться до дефіцитних і дорогих матеріалів. Одержання зносостійких покриттів методом детонаційно-газового напилювання порошкоподібних сумішей, що не містять дефіцитних компонентів, може бути забезпечене, у першу чергу, за рахунок створення нових порошкових матеріалів шляхом гетерогенізації вихідної сировини. Що здійснювалося введенням різних легуючих присадок, що утворюють мілкодисперсні зміцнюючі фази. Управляючи технологічними процесами одержання композиційних порошків, вдається реалізувати не тільки бажаний хімічний склад, але й задану структуру матеріалу, оптимізуючий комплекс властивостей, потенційно закладених у ньому хімічним складом. Виконані дослідження є основою практичного підвищення зносостійкості детонаційних покриттів при зміцненні й відновленні деталей машин, що працюють в умовах тертя, разом з тим накопичений при цьому досвід може бути використаний і при наступних розробках аналогічних напилюваних покриттів або інших порошкових матеріалів, до яких застосовні ті ж самі принципи. У результаті аналізу експериментальних даних і теоретичних узагальнень, отриманих у роботі при дослідженні зносостійкості детонаційних покриттів з безнікелевих композиційних порошкових матеріалів на основі заліза, можна сформулювати наступні висновки: 1. Проведений інформаційний пошук по тематиці магістерської роботі. 2. Розглянуті сучасні теорії й механізми зношування пара тертя. 3. Виходячи із завдань, поставлених у пару робітники, у магістерській роботі, підібрані відповідні об'єкти засобі й методики досліджень. 4. Розроблені методологічні основи створення детонаційно-газових зносостійких покриттів з порошкових матеріалів системи Fe-Мn. 5. Установлений компонентний склад детонаційно-газових зносостійких покриттів системи Fe-Мn 6. Визначені закономірності вивчити закономірності формування й зношування поверхневих структур детонаційно-газових покриттів системи Fe-Мn 7. Визначена сфера практичного застосування перед логічних у магістерській роботі методів зміцнення й відновлення трибосполучень. Список використаної літератури 1. Харламов 10. А. Классификация способов газотермического напылеиия покрытий / Свароч. пр-во,— 1982.— № 3.— С. 40—41. 2. Харламов Ю. А. Способы газотермического напыления покрытий и их классификация.— Ворошиловград: Машиностроит. ин-т, 1981.— 149 с—Рукопись деп. в УкрНИИНТИ, № 2481. 3. Шоршоров М. X., Кудинов В. В., Харламов Ю. А. Состояние и перспективы развития нанесения покрытий распылением / Физика и химия обработки материалов.— 1977.— № 5. 4. Демиденко Л. М. Высокоогнеупорные композиционные покрытия.— М. : Металлургия, 1979. 5. Бартенев С. С, Федько Ю. П., Григоров А. И. Детонационные покрытия в машиностроении.— Л. : Машиностроение, 1982. 6. Зверев А. П., Шаривкер С. 10., Астахов Е. А. Детонационное напыление покрытий.— Л. Судостроение, 1979. 7. Семенов А. П., Федько Ю. П., Григоров А, И. Детонационные покрытия и их применение. — М. : НИИмашиностроения.— 1977. 8. Шоршоров М. X., Харламов Ю. А. Физико-химические основы де-тонационно-газового напыления покрытий.— М. : Наука, 1978. 9. Манохин Б. И., Золотухин В. Д., Гравцев Н. В. Влияние параметров разрядного контура на формирование пленок при напылении электрическим взрывом // Физика и химия обраб. материалов.— 1973.— № 2.. 10. Сухара Т., Фукуда С. Нанесение покрытий взрывающимися проволочками // Получение покрытий высокотемпературным распылением.—М. : Атомиздат, 1973. 11. Кудинов В. В., Иванов В. М. Нанесение плазмой тугоплавких покрытий.— М. : Машиностроение, 1981. 12. Оситинский Б. Л., Баско В. П. Применение плазменного напыления для изготовления контактных участков керамико-металлических электронагревателей // Порошковая металлургия.— 1977.— № 1. 13. Ощепков Ю. П., Кузнецов В. В., Никольский Н. Н. Влияние механического и теплового активирования на структурообразование и свойства твердосплавных покрытий // Защит, покрытия.— Л. : Наука, 1979. 14. Орлов Л. П., Катков И. Н., Рогинский В. Э. Применение газотермических покрытий для повышения износостойкости деталей, механизмов и коррозионной стойкости изделий // Теория и практика газотермического нанесения покрытий.— Рига : Зинатне, 1980.— Т. 2. 15. Газотермическое напыление композиционных порошков/ А.Я. Кулик, Ю.С. Борисов, А.С. Мнухин, М.Д. Никитин. — Л. : Машиностроение, 1985. 16. Кудинов В. В. Плазменные покрытия. — М.: Наука, 1977. 17. Современные композиционные материалы/Под ред. Д. Браутмана, Р. Крока. — М.; Мир, 1970. 18. Плазменные покрытия состава Ni —Ti для защиты титановых сплавов от износа/Ф. И. Китаев, А. Г. Цидулко. — В кн.: Высокотемпературная защита материалов. Л.: Наука, 1981. 19. Применение композитных порошков типа керамика—алюминий—никель для получения покрытий/Н. Н. Новиков, С. Р. Пустотина, — М. Соловьев. — Порошковая металлургия, 1979, № 11. 20. Свойства и применение плазменных покрытий из термореагирующего никель-алюминиевого порошка/Г. Д.Никифоров, А. Г. Цидулко. — I кн.: Неорганические и органосиликатные покрытия. Л.: Наука, 1975. 21. Федорченко И. М., Пугина Л. И. Композиционные спеченные антифрикционные материалы. Киев: Наукова думка, 1980. 22. Борисов Ю.С. , Борисова А.Л. Плазменные порошковые покрытия. — К.: Техника, 1986. 23. Антошин Е. В. Газотермическое напыление покрытий.— М. : Машиностроение, 1974. 24. Готлиб Л. И. Плазменное напыление,— М. : ЦИНТИхим-нефтемаш, 1970. 25. О перспективах развития электродуговых плазмотронов для напыления / В. Е. Белащенко, В. А. Вахалин, А. М. Гонопольский и др.— В кн.: Процессы и оборудование плазменной обработки металлов. М. : ВНИИавтогенмаш, 1980. 26. Лясников В. Н., Глебов Г. Д. Свойства плазменных покрытий.— Электронная техника. Сер. Электроника СВЧ, 1979, вып. 2. 27. Костиков В. И., Шестерин Ю. А. Плазменные покрытия.— М. : Металлургия, 1978. 28. Прочность сцепления плазменных покрытий с основой / Б. А. Ляшенко, В. В. Ришин, В. Г. Зильберберг, С. Ю Шаривкер.— Порошковая металлургия, 1969, № 4. 29. Износостойкие плазменные покрытия из композиционных порошков / А. С. Синьковский, В. К. Толок, Г. Г. Онищенко и др.— Защитные покрытия на металлах, 1976, вып. 10, с. 69—71. 30. Исследование возможности повышения физико-механических характеристик плазменных покрытий на основе тугоплавких окислов / А. А. Ткаченко, Г. Н. Миллер, А. А. Ковалевский и др.— В кн.: Теория и практика газотермического нанесения покрытий. Рига : Зинатне, 1980, т. 2, с. 61—64. 31. Панасюк А.Д., Уманский А.П., Винокуров В.Б. Основы формирования структурных составляющих композиционных порошковых материалов на основе карбида титана // Тезисы доклада VIII Международного совещания по порошковой металлургии. – Дрезден, 1985. – С.115 32. Ясинская Г.А. Смачиваемость тугоплавких карбидов, боридов и нитридов расплавленными металлами// Порошковая металлургия. – 1966. – №7. – С.55 – 57. 33. Билык И.И. Перспективы использования карбонитридов в качестве твердой составляющей металлокерамических твердых сплавов// Порошковая металлургия. – 1972. – №6. – С.49 – 52. 34. Крумпхольд Р. Новый материал на основе карбида и карбонитрида титана с низким содержанием связующего// Труды семинара по развитию и использованию порошковой металлургии в машиностроении. – Минск., 1985. 35. Дроздецкая Г.В., Васильева Н.О., Орданьян С.С. Свойства керметов на основе ультрадисперсного корбонитрида титана / Новые порошковые материалы // Труды 15 Всесоюзной конференции. Киев, 1986. – С.52 – 56. 36. Туманов А.В., Митин Б.С., Панов А.С. Исследование кинетики смачивания карбида и карбонитрида титана расплавами интерметаллидов никеля // Журн. физической химии. – 1980. – 54. - №6. – С.1434 – 1437. 37. Бердиков В.Ф., Бабанин А.В., Артемьева Ю.П. Определение модуля Юнга различных абразивных материалов методом микровдавливания// Заводская лаборатория. – 1975. - №8. – С.1014 – 1019. 38. Комратов Г. H. Кинетика окисления порошков двойного карбида титана и хрома и карбида хрома//Порошковая металлургия.— 1999. — №9/10. — С. 52—57. 39. Тарова Л.С. Безопасность жизнедеятельности и защита окружающей среды. ТГТУ, 2004. 40. Брахнова И. Г. Токсичность порошков металлов и их соединений.— Киев : Наукова думка, 1971. 41. Коган Э. И., Хайкин В.А. Охрана труда на предприятиях автомобільного транспорта. — М.: Транспорт. — 1984. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
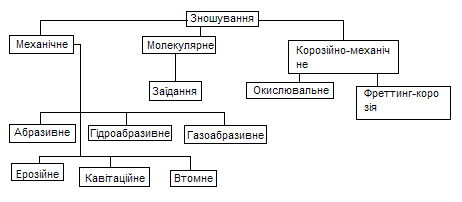
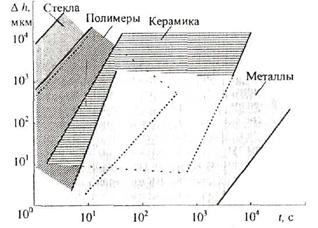
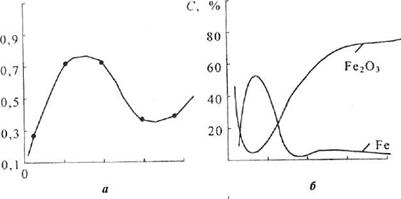

 ,
, ,
, 

 Gтабл.
Gтабл.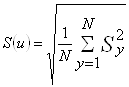

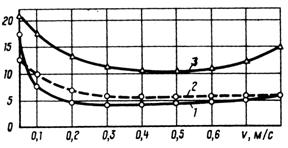
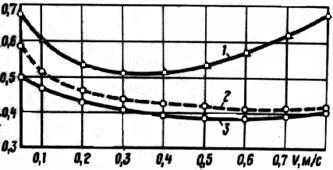
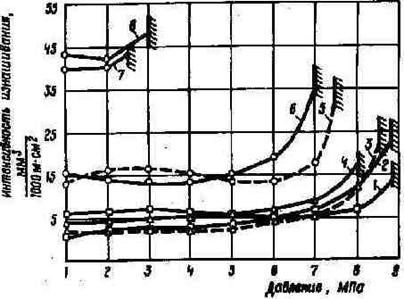
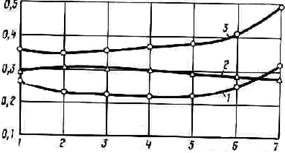
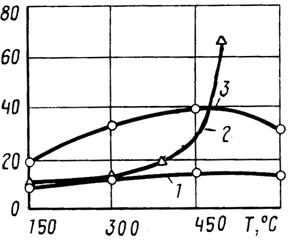
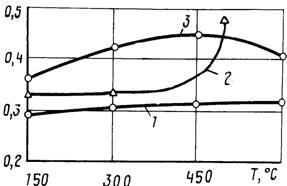
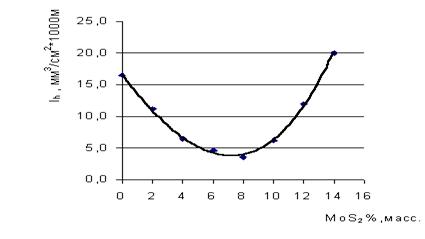
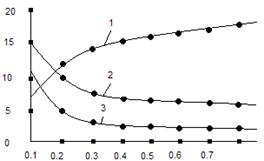
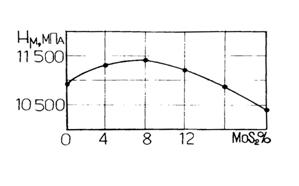
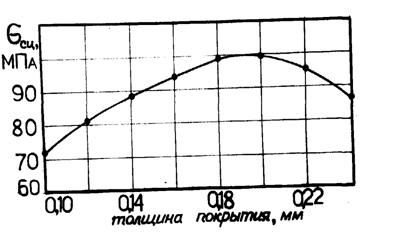
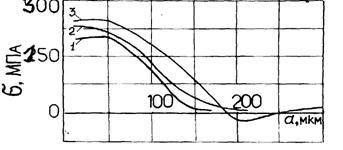
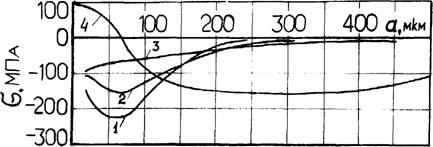
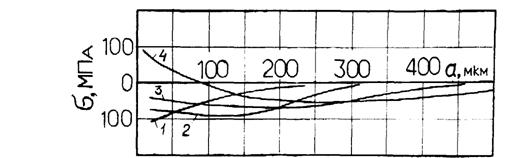
|
|
| 17.06.2012 |
| Большое обновление Большой Научной Библиотеки |
| 12.06.2012 |
| Конкурс в самом разгаре не пропустите Новости |
| 08.06.2012 |
| Мы проводим опрос, а также небольшой конкурс |
| 05.06.2012 |
| Сена дизайна и структуры сайта научной библиотеки |
| 04.06.2012 |
| Переезд на новый хостинг |
| 30.05.2012 |
| Работа над улучшением структуры сайта научной библиотеки |
| 27.05.2012 |
| Работа над новым дизайном сайта библиотеки |